
Producent Flex PCB
Zaufany od ponad 20 lat
Zaufali nam liderzy branzy







Uzyskaj natychmiastowa wycene
Przeslij pliki Gerber, aby uzyskac natychmiastowa analize DFM i konkurencyjne ceny.
Inzynieria dla elastycznosci
Nasze procesy sa zaprojektowane do obslugi unikalnych wyzwan geometrycznych obwodow elastycznych, od dynamicznego zginania po ciaslego skladanie.
Technologie Rigid-Flex
- 2-50 warstw
- Mikroprzejscia HDI
- Konstrukcja ksiazkowa
- Kontrolowana impedancja
Szybkie prototypowanie
- Realizacja w 24 godziny
- Brak minimalnej ilosci
- Sprawdzenie DFM w cenie
- Laserowe obrazowanie bezposrednie
Precyzyjna inzynieria
- Min sciezka/odstep: 3mil
- Min otwor: 0.1mm
- Przelotki slepe i ukryte
- ENIG i twarde zloto
Branze zasilane naszymi obwodami

Urzadzenia medyczne
Niezawodne elastyczne obwody dla implantow, monitorow i robotyki chirurgicznej.

Lotnictwo i obronnosc
Wysoko niezawodne plyty rigid-flex spelniajace normy MIL-SPEC.

Motoryzacja
Trwale PCB dla czujnikow, systemow infotainment i polaczen ECU.

Elektronika uzytokowa
Kompaktowe, skladane obwody dla urzadzen ubieralnych i mobilnych.
Prezentacja zastosowan branzowych
Zobacz nasze produkty rigid-flex PCB zaprojektowane dla roznych branz
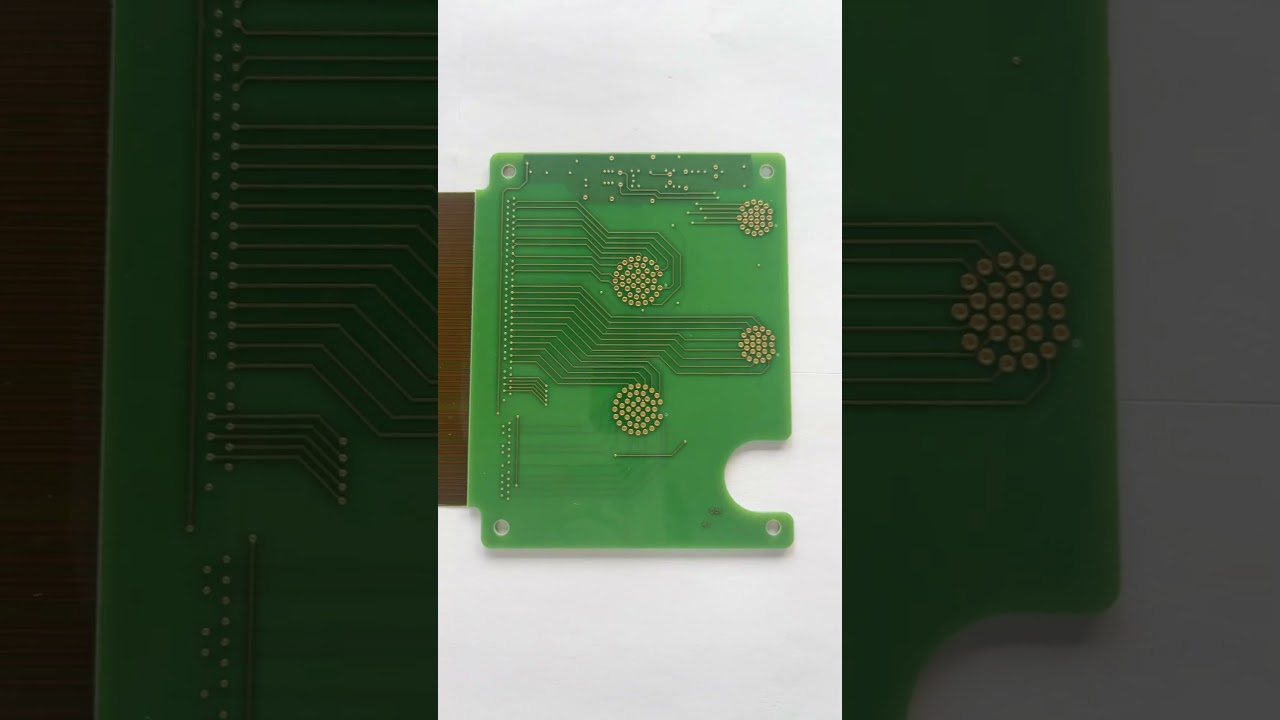
Rigid-Flex PCB dla elektroniki uzytkowej
Kompaktowe rozwiazania rigid-flex dla urzadzen elektroniki uzytkowej
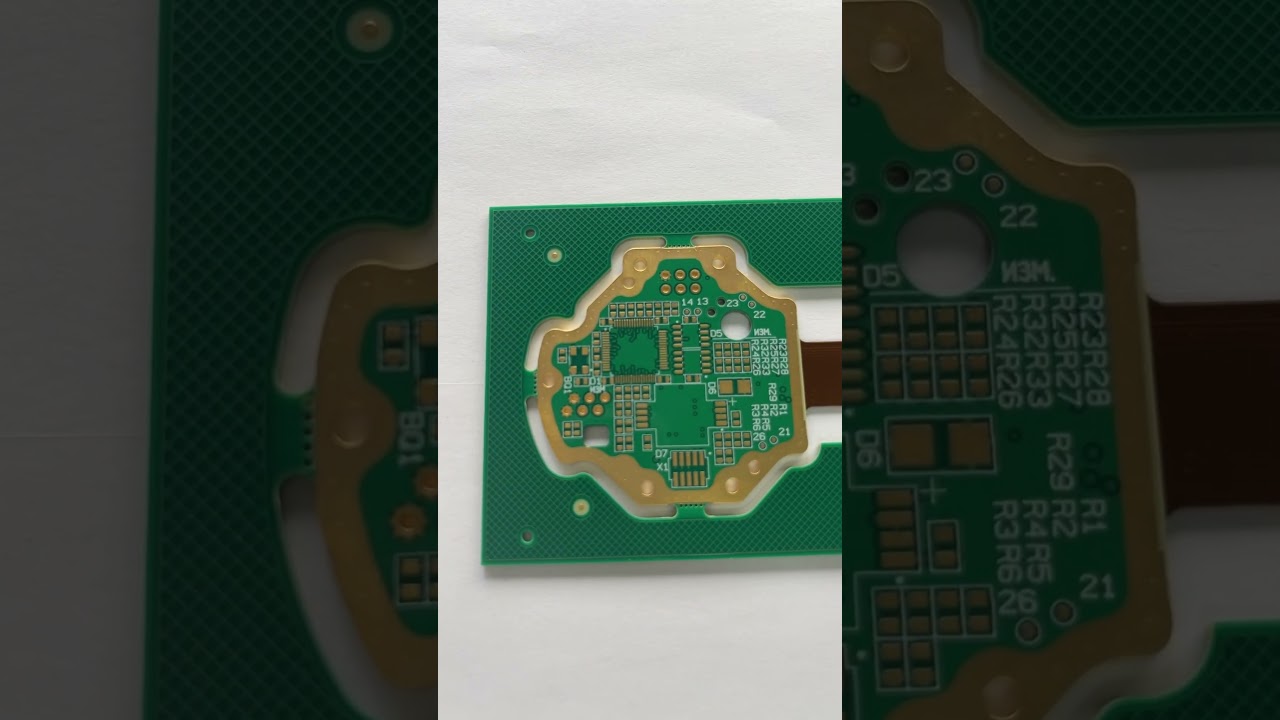
4-warstwowa plytka Rigid-Flex dla sterowania przemyslowego
Wysoko niezawodny rigid-flex dla systemow automatyki przemyslowej
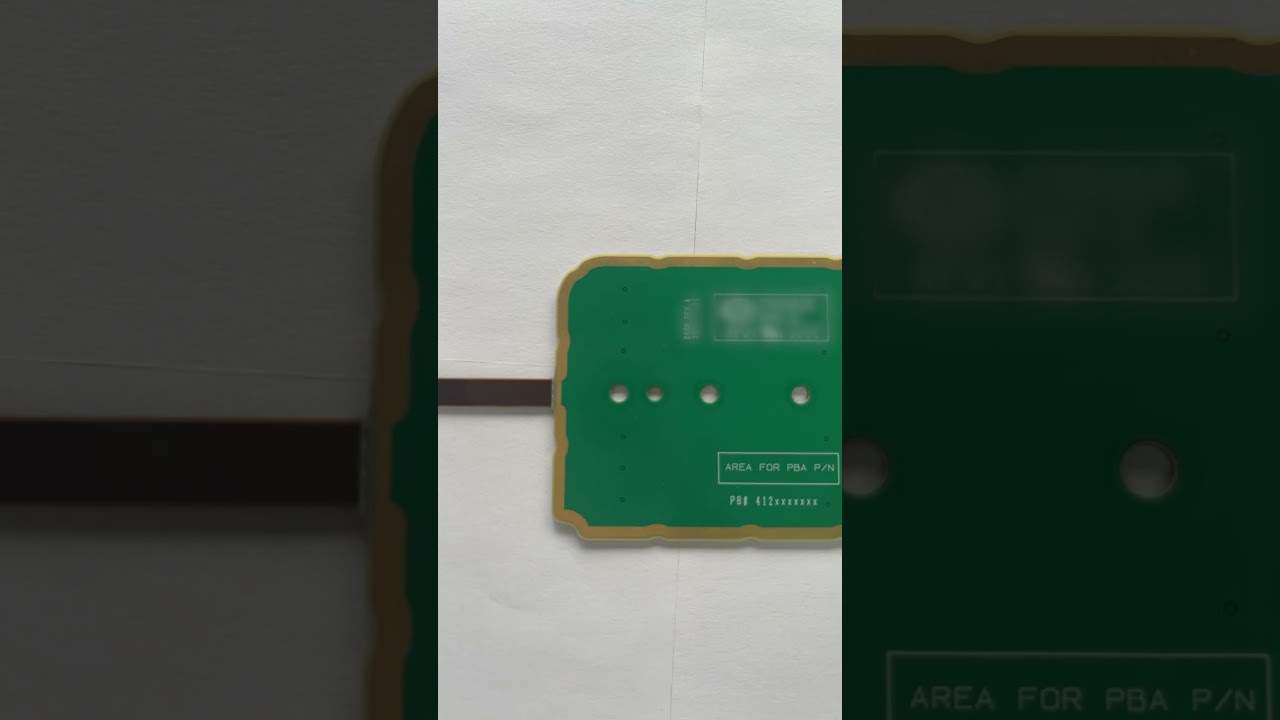
Rigid-Flex PCB dla urzadzen medycznych
Niestandardowe rozwiazania rigid-flex dla zastosowan urzadzen medycznych
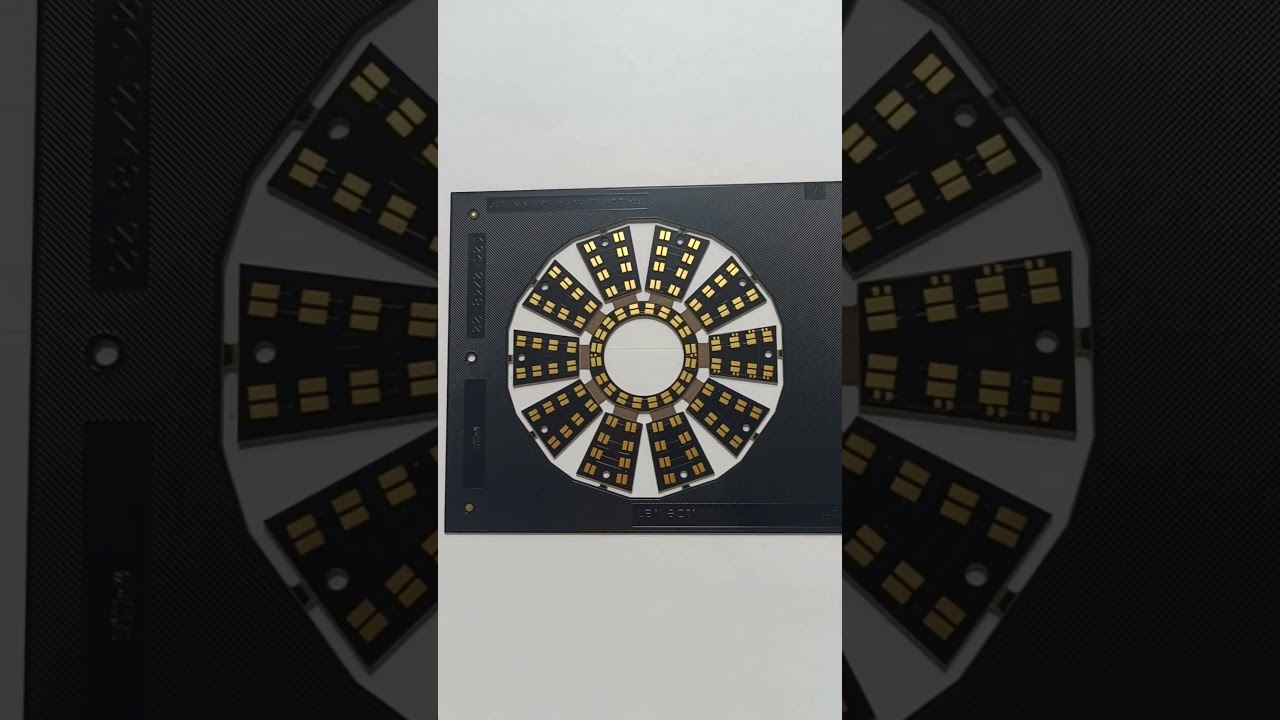
Rigid-Flex PCB dla elektroniki uzytkowej
Zaawansowany projekt rigid-flex dla przenosnych produktow konsumenckich
Dlaczego wybrac FlexiPCB dla Twoich potrzeb obwodow elastycznych?
FlexiPCB jest wiodacym producentem elastycznych obwodow drukowanych (Flex PCB) i Rigid-Flex PCB, obslugujacym klientow na calym swiecie wysokiej jakosci, precyzyjnie zaprojektowanymi rozwiazaniami. Nasz nowoczesny zaklad produkcyjny laczy zaawansowana technologie z dziesiecioleciami doswiadczenia, aby dostarczac elastyczne obwody spelniajace najbardziej wymagajace specyfikacje.
Specjalizujemy sie w szerokiej gamie zastosowan Flex PCB, od jednowarstwowych obwodow elastycznych po zlozone wielowarstwowe zespoly rigid-flex. Nasze mozliwosci obejmuja technologie HDI, kontrolowana impedancje oraz rozne wykanczenia powierzchni, w tym ENIG, OSP i twarde zloto.

Dzieki certyfikatom ISO 9001:2015, ISO 13485 (medyczny) i IATF 16949 (motoryzacyjny) zapewniamy stala jakosc wszystkich naszych produktow. Nasze zaangazowanie w doskonalosc uczynielo nas zaufanym partnerem dla branz, takich jak urzadzenia medyczne, lotnictwo, motoryzacja i elektronika uzytokowa.