
Виробник гнучких друкованих плат
Довіряють понад 20+ років
Нам довіряють лідери галузі







Отримайте миттєву пропозицію
Завантажте свої Gerber-файли для миттєвого DFM-аналізу та конкурентного ціноутворення.
Інженерія для гнучкості
Наші процеси розроблені для вирішення унікальних геометричних завдань гнучких схем, від динамічного згинання до щільного складання.
Жорстко-гнучкі технології
- 2-50 шарів
- HDI мікроперехідні отвори
- Конструкція типу книжкової палітурки
- Контрольований імпеданс
Матеріали гнучких друкованих плат
- Поліімід (PI)
- Поліестер (PET)
- Безклейова мідь
- Dupont Pyralux
Швидке прототипування
- Виконання за 24 години
- Без мінімального замовлення
- Перевірка DFM включена
- Лазерне пряме формування зображення
Точна інженерія
- Мін. доріжка/зазор: 3 міл
- Мін. отвір: 0,1 мм
- Глухі та заховані отвори
- ENIG та тверде золото
Галузі, які живляться нашими схемами

Медичні пристрої
Надійні гнучкі схеми для імплантатів, моніторів та хірургічних роботів.

Аерокосмічна та оборонна промисловість
Високонадійні жорстко-гнучкі плати, що відповідають стандартам MIL-SPEC.

Автомобільна промисловість
Довговічні друковані плати для датчиків, інформаційно-розважальних систем та з'єднань ЕБК.

Споживча електроніка
Компактні, складні схеми для носимих пристроїв та мобільних пристроїв.
Демонстрація галузевих застосувань
Перегляньте наші жорстко-гнучкі продукти, розроблені для різних галузей
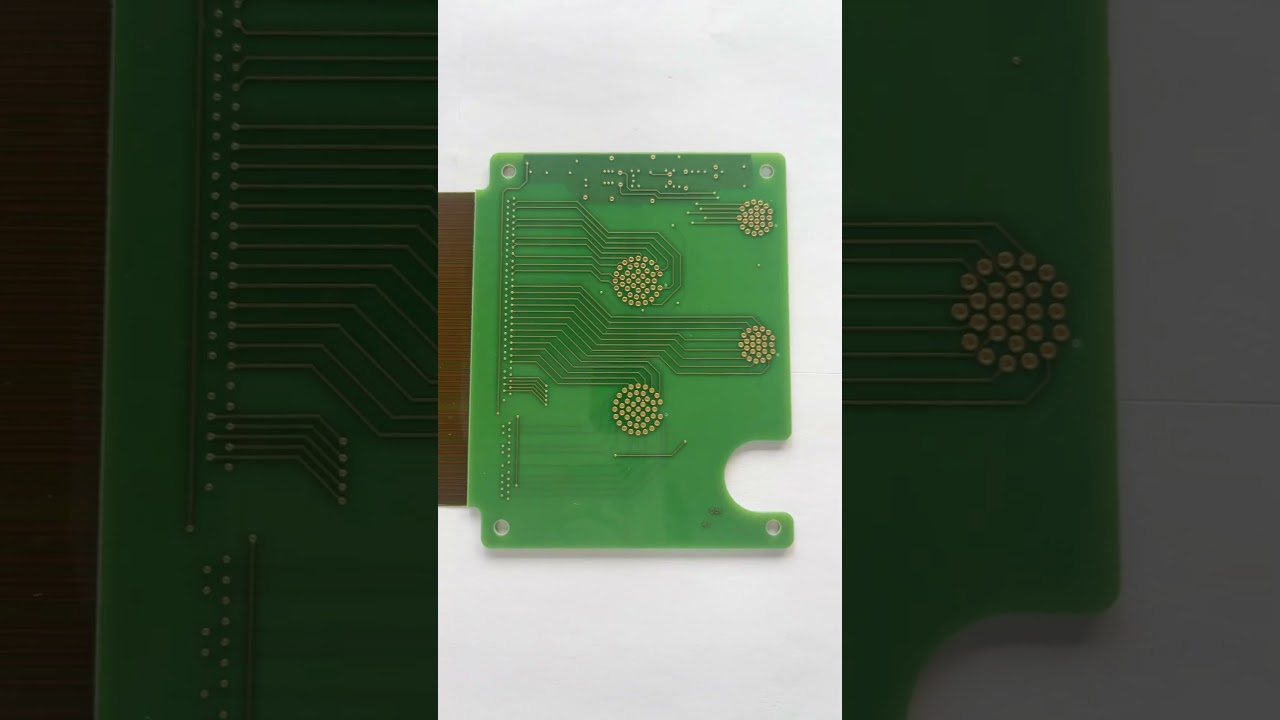
Жорстко-гнучка друкована плата для споживчої електроніки
Компактні жорстко-гнучкі рішення для споживчих електронних пристроїв
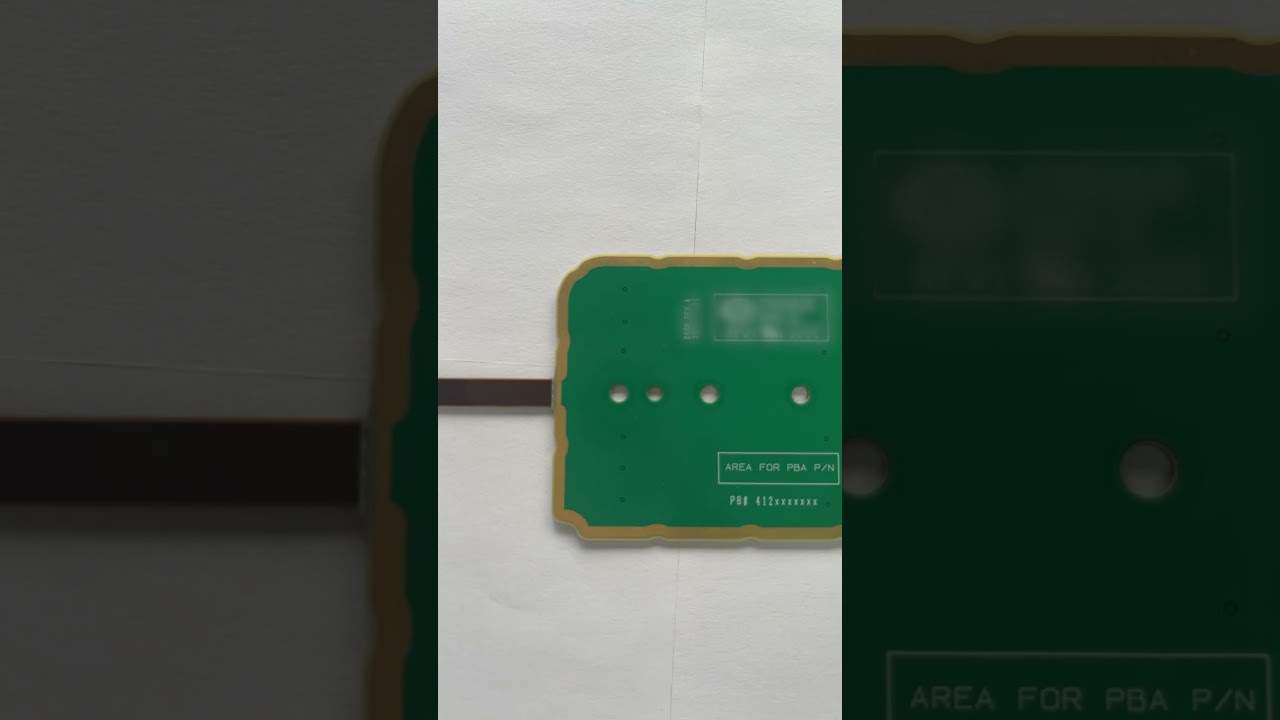
4-шарова жорстко-гнучка плата для промислового управління
Високонадійні жорстко-гнучкі рішення для систем промислової автоматизації
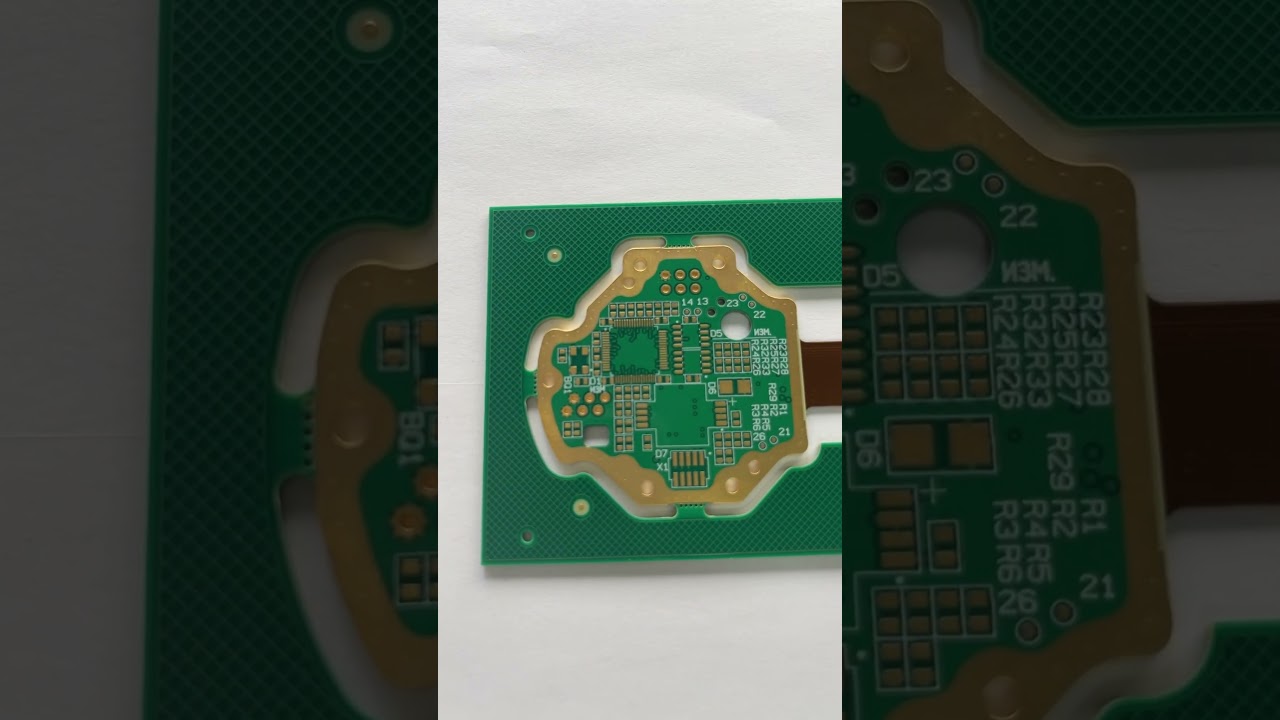
Жорстко-гнучка друкована плата для медичних пристроїв
Індивідуальні жорстко-гнучкі рішення для медичних пристроїв
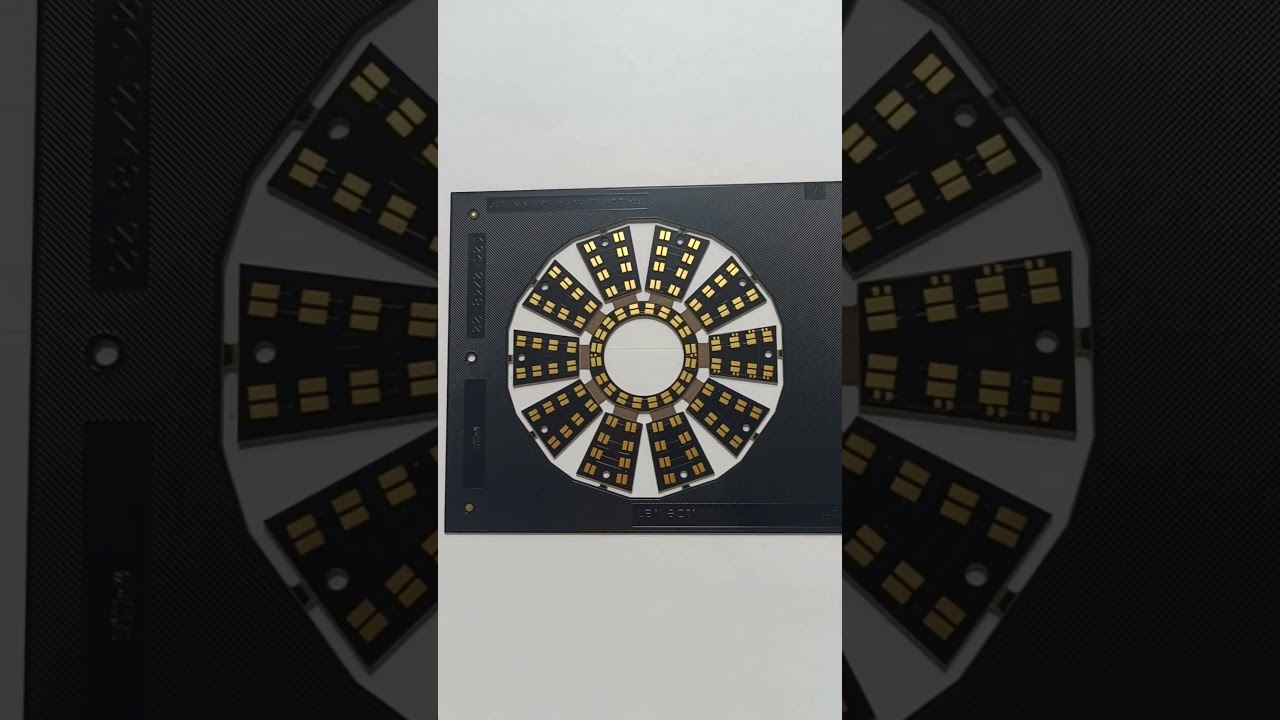
Жорстко-гнучка друкована плата для споживчої електроніки
Передовий жорстко-гнучкий дизайн для портативних споживчих продуктів
Чому обирають FlexiPCB для ваших потреб у гнучких схемах?
FlexiPCB є провідним виробником гнучких друкованих плат (Flex PCB) та жорстко-гнучких друкованих плат, який обслуговує клієнтів по всьому світу високоякісними, точно спроектованими рішеннями. Наше сучасне виробництво поєднує передові технології з десятиліттями досвіду для постачання гнучких схем, що відповідають найвибагливішим специфікаціям.
Ми спеціалізуємося на широкому спектрі застосувань гнучких друкованих плат, від одношарових гнучких схем до складних багатошарових жорстко-гнучких збірок. Наші можливості включають технологію HDI, контрольований імпеданс та різноманітні види фінішної обробки поверхні, включаючи ENIG, OSP та тверде золоте покриття.

З сертифікаціями ISO 9001:2015, ISO 13485 (Медичний) та IATF 16949 (Автомобільний) ми забезпечуємо стабільну якість усієї нашої продукції. Наша відданість досконалості зробила нас надійним партнером для галузей, включаючи медичні пристрої, аерокосмічну, автомобільну та споживчу електроніку.