
Fabricante de PCB Flexível
Confiável há mais de 20 anos
Confiado por Líderes da Indústria







Solicite Seu Orçamento Instantâneo
Envie seus arquivos Gerber para análise DFM instantânea e preços competitivos.
Engenharia para Flexibilidade
Nossos processos são projetados para lidar com os desafios geométricos únicos de circuitos flexíveis, desde dobras dinâmicas até dobras apertadas.
Tecnologias Rígido-Flexível
- 2-50 Camadas
- Microvias HDI
- Construção Bookbinder
- Impedância Controlada
Prototipagem Rápida
- Entrega em 24 Horas
- Sem Quantidade Mínima
- Verificação DFM Incluída
- Imagem Direta a Laser
Engenharia de Precisão
- Min Trilha/Espaço: 3mil
- Min Furo: 0,1mm
- Vias Cegas e Enterradas
- ENIG e Ouro Duro
Indústrias Alimentadas por Nossos Circuitos

Dispositivos Médicos
Circuitos flexíveis confiáveis para implantes, monitores e robótica cirúrgica.

Aeroespacial e Defesa
Placas rígido-flexíveis de alta confiabilidade atendendo padrões MIL-SPEC.

Automotivo
PCBs duráveis para sensores, infotainment e conexões ECU.

Eletrônicos de Consumo
Circuitos compactos e dobráveis para vestíveis e dispositivos móveis.
Demonstração de Aplicações Industriais
Veja nossos produtos de PCB rígido-flexível projetados para várias indústrias
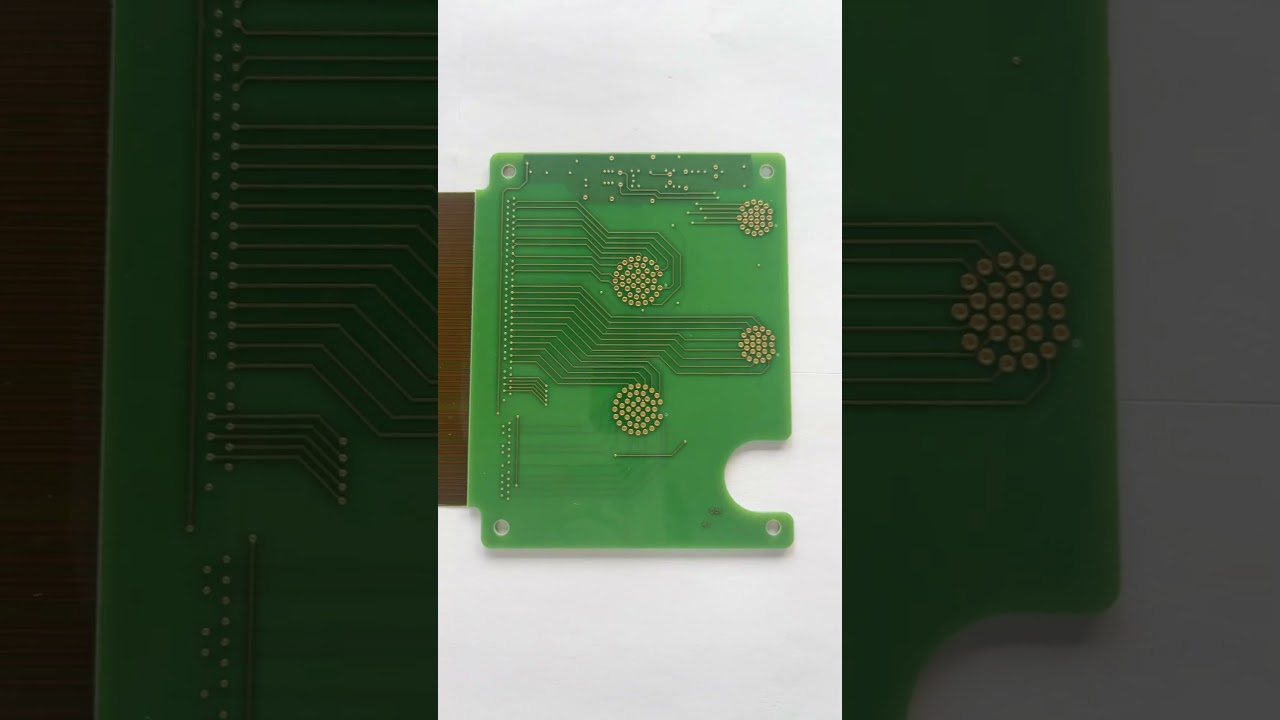
PCB Rígido-Flexível para Eletrônicos de Consumo
Soluções compactas rígido-flexíveis para dispositivos eletrônicos de consumo
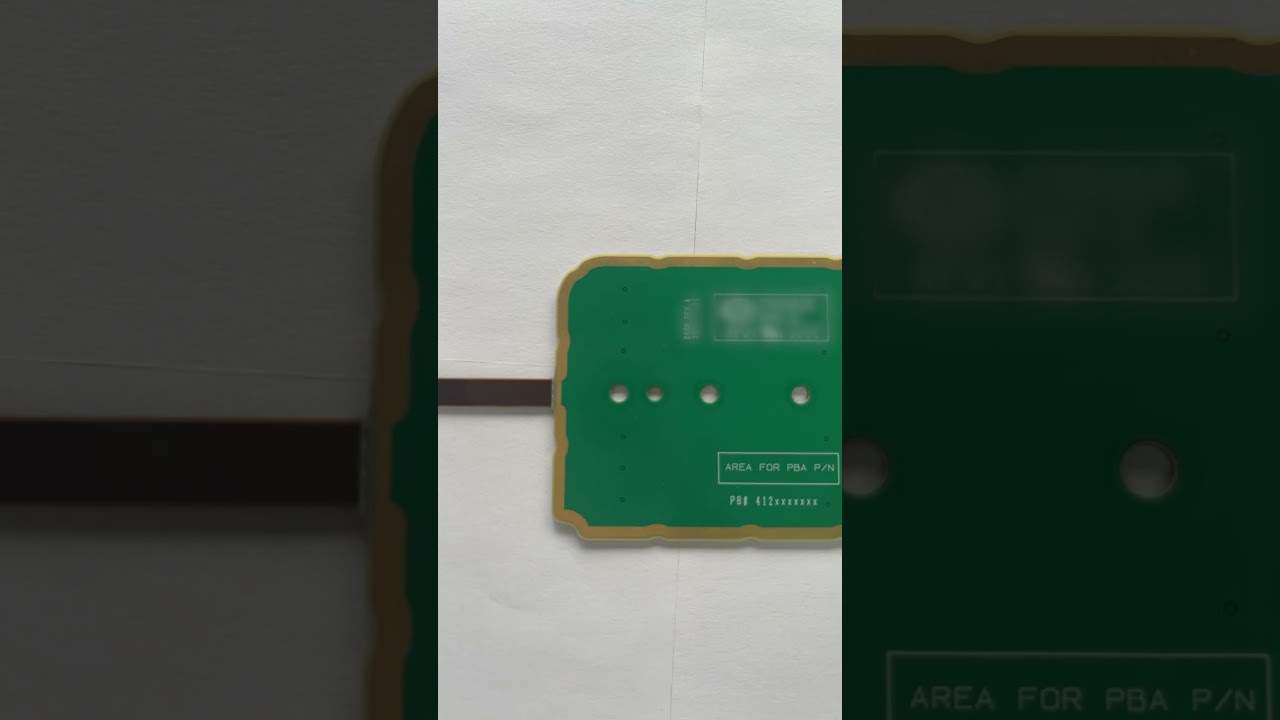
Placa Rígido-Flexível de 4 Camadas para Controle Industrial
Rígido-flexível de alta confiabilidade para sistemas de automação industrial
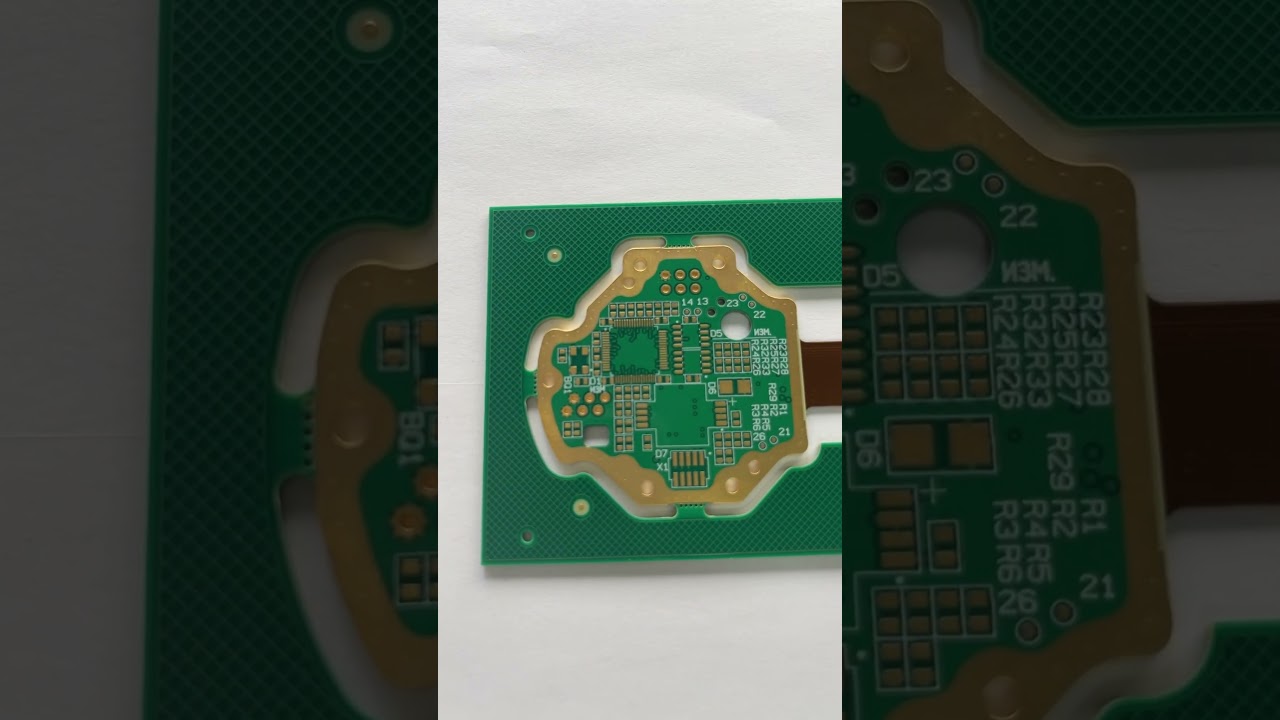
PCB Rígido-Flexível para Dispositivos Médicos
Soluções rígido-flexíveis personalizadas para aplicações de dispositivos médicos
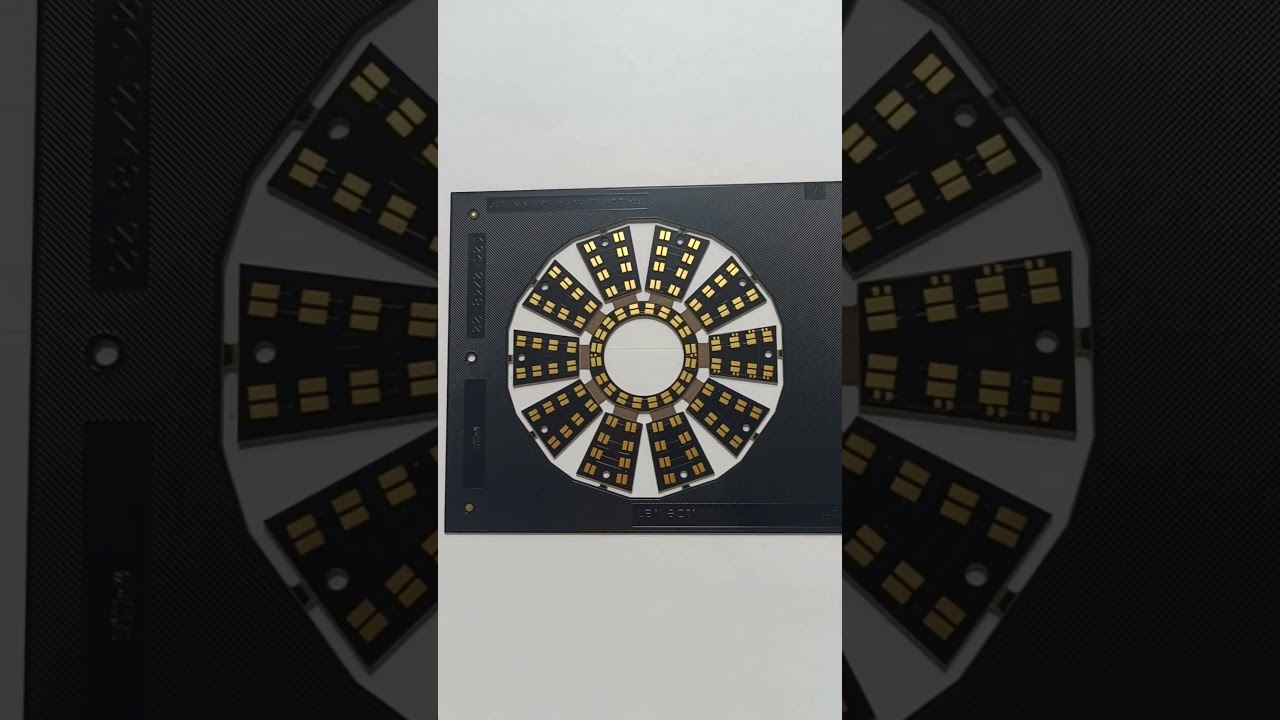
PCB Rígido-Flexível para Eletrônicos de Consumo
Design avançado rígido-flexível para produtos portáteis de consumo
Por que Escolher a FlexiPCB para Suas Necessidades de Circuito Flexível?
A FlexiPCB é um fabricante líder de placas de circuito impresso flexíveis (PCB Flexível) e PCBs rígido-flexíveis, atendendo clientes em todo o mundo com soluções de alta qualidade e engenharia de precisão. Nossa instalação de fabricação de última geração combina tecnologia avançada com décadas de expertise para entregar circuitos flexíveis que atendem às especificações mais exigentes.
Especializamos em uma ampla gama de aplicações de PCB flexível, desde circuitos flexíveis de camada única até montagens rígido-flexíveis multicamadas complexas. Nossas capacidades incluem tecnologia HDI, impedância controlada e vários acabamentos de superfície incluindo ENIG, OSP e revestimento de ouro duro.

Com certificações ISO 9001:2015, ISO 13485 (Médico) e IATF 16949 (Automotivo), garantimos qualidade consistente em todos os nossos produtos. Nosso compromisso com a excelência nos tornou um parceiro confiável para indústrias incluindo dispositivos médicos, aeroespacial, automotivo e eletrônicos de consumo.