
Fabricante de Flex PCB
Confianza durante más de 20 años
Confían en nosotros líderes de la industria







Obtenga Su Cotizacion Instantanea
Suba sus archivos Gerber para un analisis DFM instantaneo y precios competitivos.
Ingenieria para la Flexibilidad
Nuestros procesos estan disenados para manejar los desafios geometricos unicos de los circuitos flexibles, desde el doblado dinamico hasta el plegado ajustado.
Tecnologias Rigido-Flex
- 2-50 Capas
- Microvias HDI
- Construccion Bookbinder
- Impedancia Controlada
Prototipado Rapido
- Entrega en 24 Horas
- Sin Cantidad Minima
- Revision DFM Incluida
- Imagen Laser Directa
Ingenieria de Precision
- Min Pista/Espacio: 3mil
- Min Agujero: 0.1mm
- Vias Ciegas y Enterradas
- ENIG y Oro Duro
Industrias Impulsadas por Nuestros Circuitos

Dispositivos Medicos
Circuitos flexibles confiables para implantes, monitores y robotica quirurgica.

Aeroespacial y Defensa
Placas rigido-flex de alta confiabilidad que cumplen estandares MIL-SPEC.

Automotriz
PCBs duraderos para sensores, infoentretenimiento y conexiones ECU.

Electronica de Consumo
Circuitos compactos y plegables para wearables y dispositivos moviles.
Muestra de Aplicaciones Industriales
Vea nuestros productos de PCB rigido-flex disenados para diversas industrias
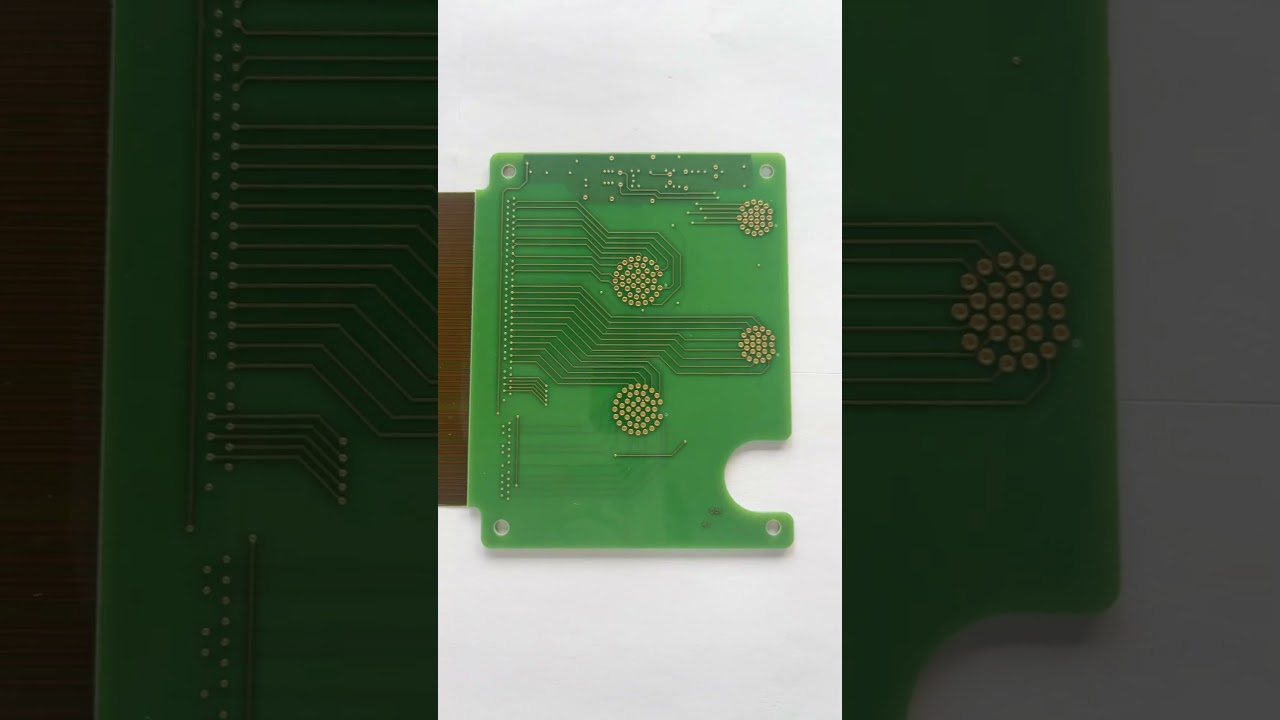
PCB Rigido-Flex para Electronica de Consumo
Soluciones rigido-flex compactas para dispositivos electronicos de consumo
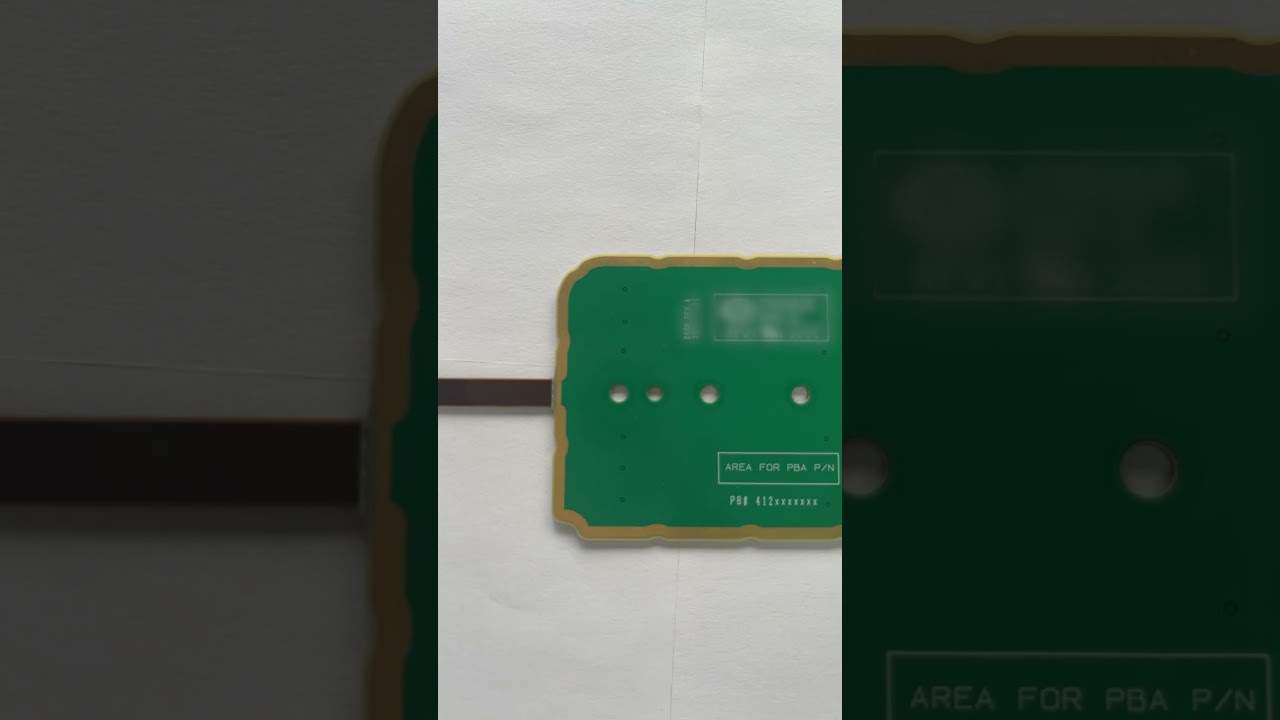
Placa Rigido-Flex de 4 Capas para Control Industrial
Rigido-flex de alta confiabilidad para sistemas de automatizacion industrial
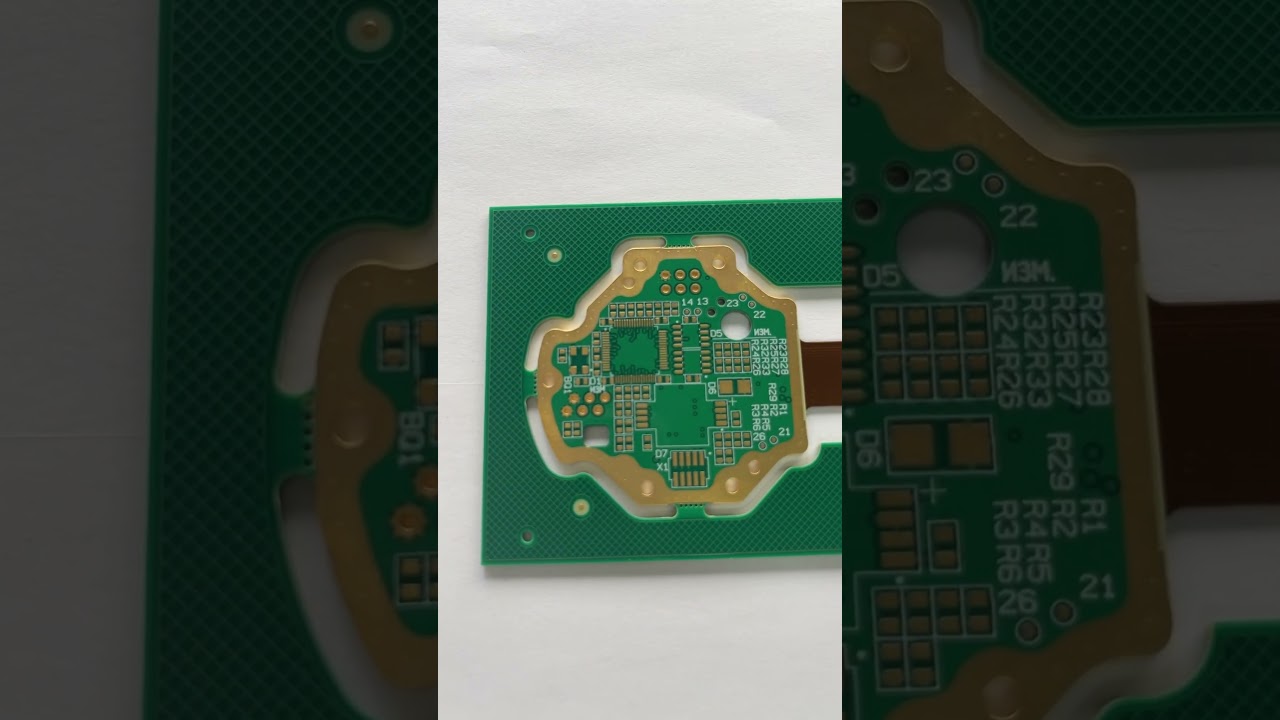
PCB Rigido-Flex para Dispositivos Medicos
Soluciones rigido-flex personalizadas para aplicaciones de dispositivos medicos
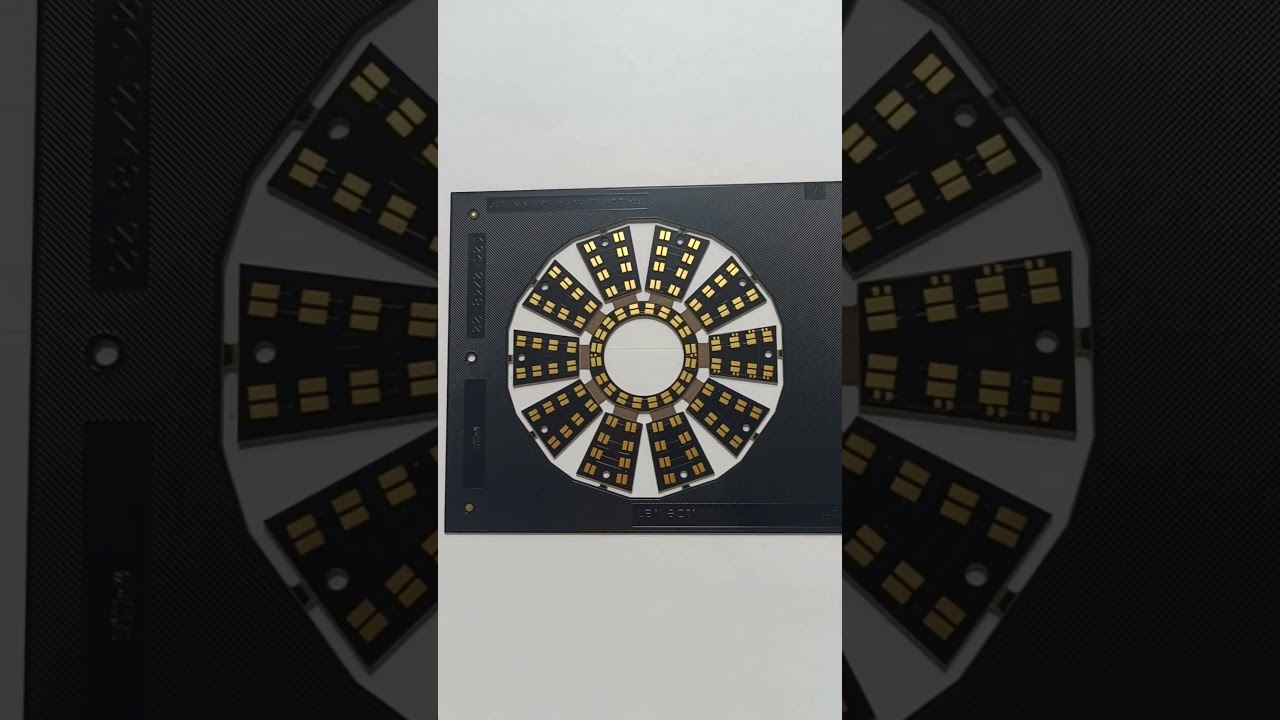
PCB Rigido-Flex para Electronica de Consumo
Diseno rigido-flex avanzado para productos de consumo portatiles
Por Que Elegir FlexiPCB para Sus Necesidades de Circuitos Flexibles?
FlexiPCB es un fabricante lider de placas de circuito impreso flexibles (PCB Flex) y PCBs rigido-flexibles, sirviendo a clientes en todo el mundo con soluciones de alta calidad y precision. Nuestra instalacion de fabricacion de ultima generacion combina tecnologia avanzada con decadas de experiencia para entregar circuitos flexibles que cumplen las especificaciones mas exigentes.
Nos especializamos en una amplia gama de aplicaciones de PCB flex, desde circuitos flexibles de una sola capa hasta ensamblajes rigido-flex multicapa complejos. Nuestras capacidades incluyen tecnologia HDI, impedancia controlada y varios acabados superficiales incluyendo ENIG, OSP y chapado en oro duro.

Con certificaciones ISO 9001:2015, ISO 13485 (Medico) e IATF 16949 (Automotriz), garantizamos calidad consistente en todos nuestros productos. Nuestro compromiso con la excelencia nos ha convertido en un socio de confianza para industrias como dispositivos medicos, aeroespacial, automotriz y electronica de consumo.