
Flex PCB Hersteller
Seit über 20 Jahren vertrauenswürdig
Vertraut von Branchenführern







Erhalten Sie Ihr Sofortangebot
Laden Sie Ihre Gerber-Dateien fur eine sofortige DFM-Analyse und wettbewerbsfahige Preise hoch.
Technik fur Flexibilitat
Unsere Prozesse sind darauf ausgelegt, die einzigartigen geometrischen Herausforderungen flexibler Schaltungen zu bewaltigen, von dynamischem Biegen bis hin zu engem Falten.
Starr-Flex Technologien
- 2-50 Lagen
- HDI Mikrovias
- Bookbinder-Konstruktion
- Kontrollierte Impedanz
Rapid Prototyping
- 24-Stunden-Lieferung
- Keine Mindestmenge
- DFM-Prufung Inklusive
- Laser-Direktbelichtung
Prazisionstechnik
- Min Leiter/Abstand: 3mil
- Min Bohrung: 0.1mm
- Blind & Buried Vias
- ENIG & Hartgold
Branchen Angetrieben von Unseren Schaltungen

Medizinprodukte
Zuverlassige flexible Schaltungen fur Implantate, Monitore und chirurgische Robotik.

Luft- und Raumfahrt & Verteidigung
Hochzuverlassige Starr-Flex-Platinen nach MIL-SPEC-Standards.

Automobil
Langlebige PCBs fur Sensoren, Infotainment und ECU-Verbindungen.

Unterhaltungselektronik
Kompakte, faltbare Schaltungen fur Wearables und mobile Gerate.
Branchenanwendungs-Showcase
Sehen Sie unsere Starr-Flex-PCB-Produkte fur verschiedene Branchen
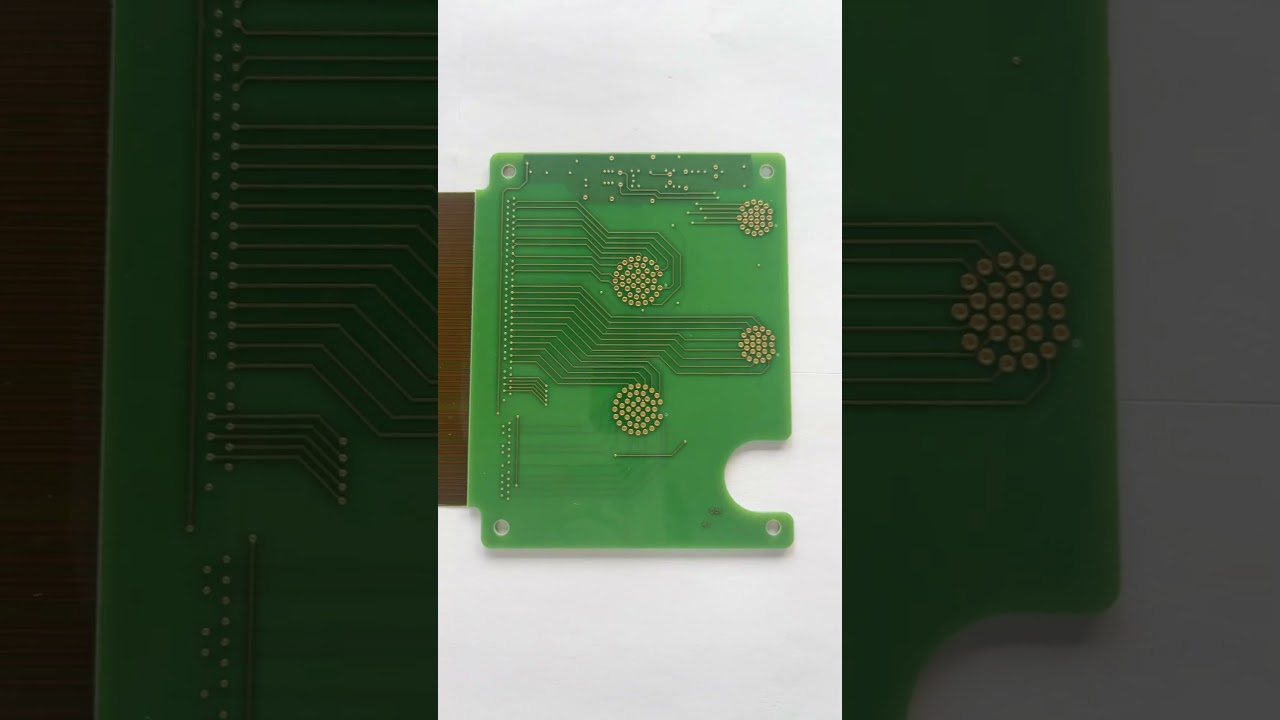
Starr-Flex-PCB fur Unterhaltungselektronik
Kompakte Starr-Flex-Losungen fur Unterhaltungselektronik
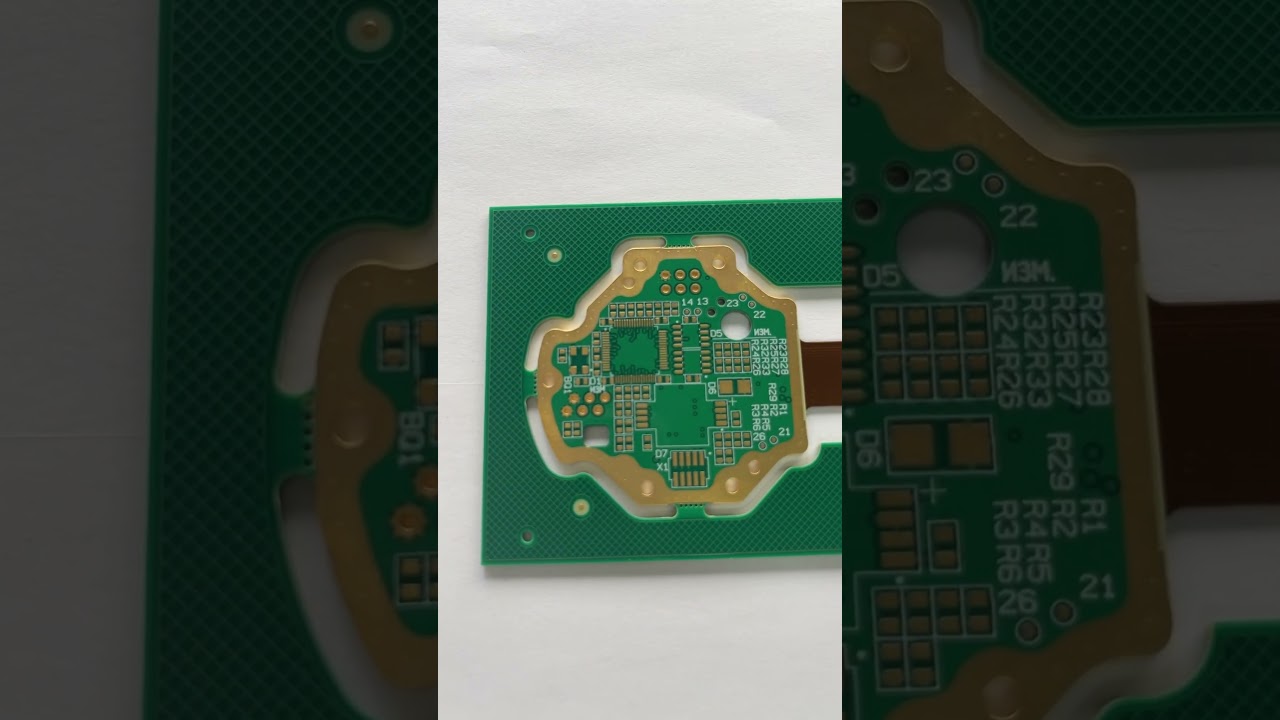
4-Lagen Starr-Flex-Platine fur Industriesteuerung
Hochzuverlassige Starr-Flex fur industrielle Automatisierungssysteme
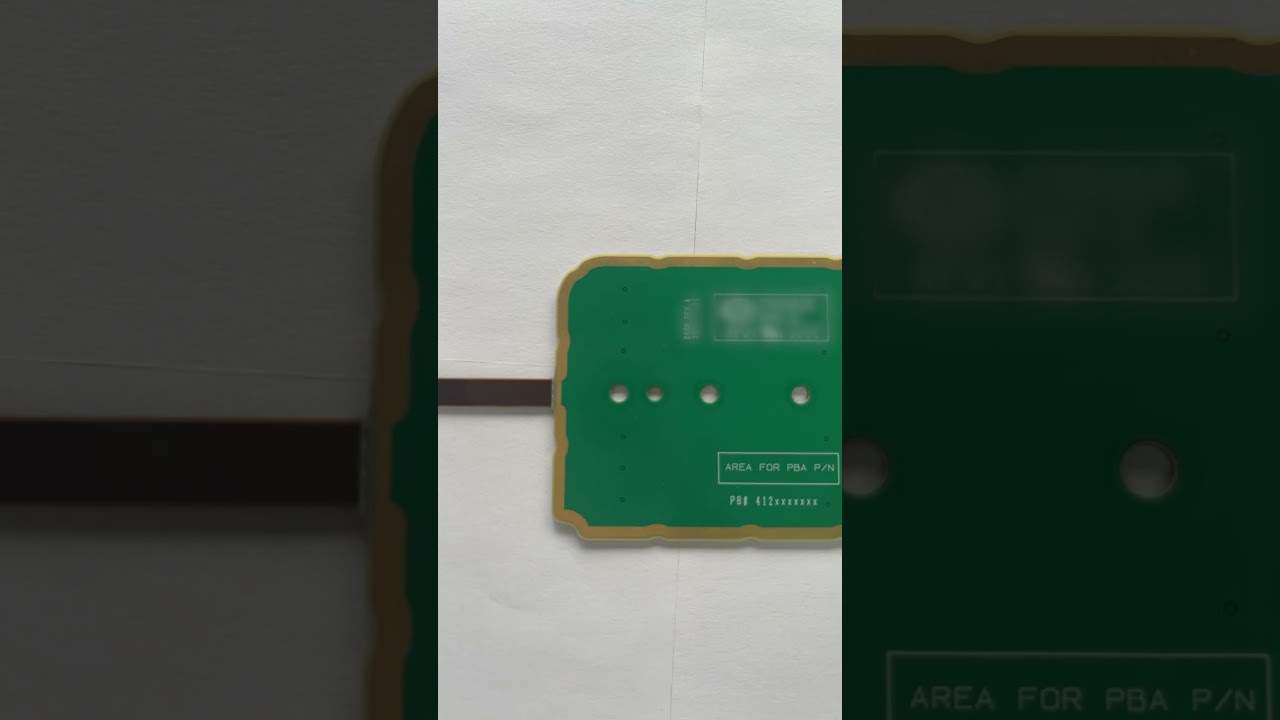
Starr-Flex-PCB fur Medizinprodukte
Massgeschneiderte Starr-Flex-Losungen fur Medizingeratenanwendungen
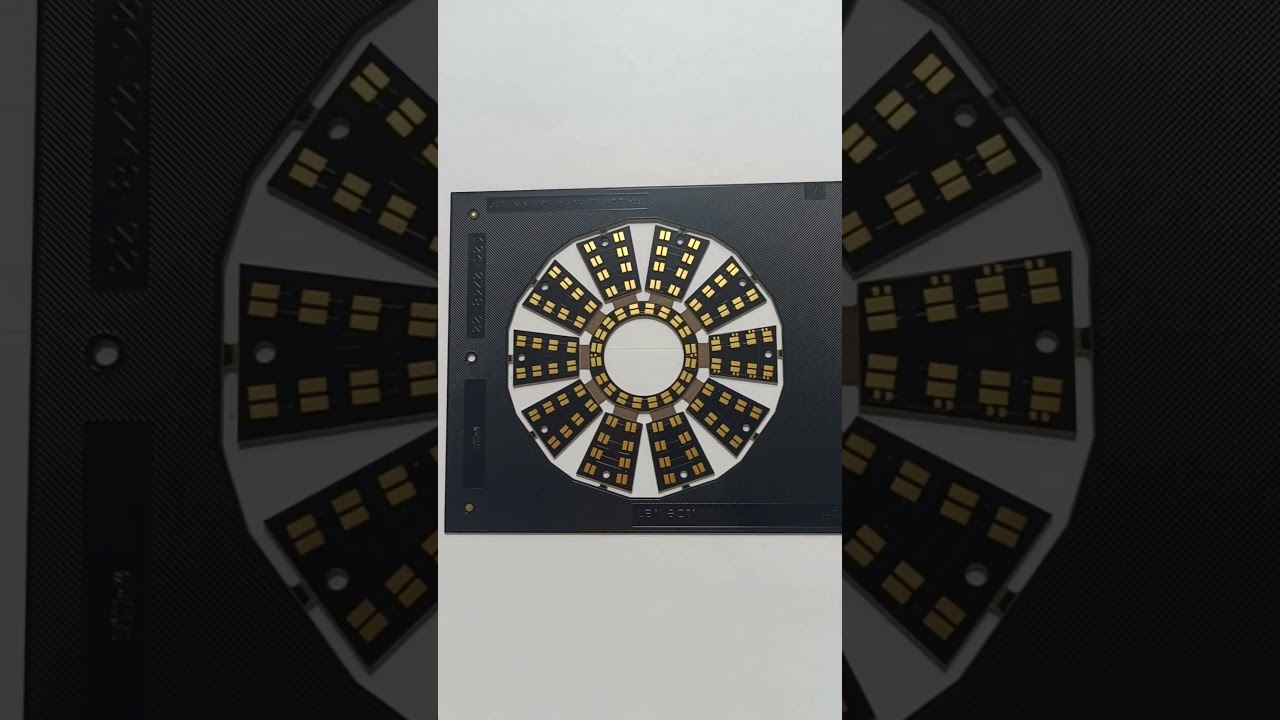
Starr-Flex-PCB fur Unterhaltungselektronik
Fortschrittliches Starr-Flex-Design fur tragbare Konsumprodukte
Warum FlexiPCB fur Ihre Flex-Schaltungs-Anforderungen Wahlen?
FlexiPCB ist ein fuhrender Hersteller von flexiblen Leiterplatten (Flex-PCB) und Starr-Flex-PCBs, der Kunden weltweit mit hochwertigen, prazisionsgefertigten Losungen bedient. Unsere hochmoderne Fertigungsanlage kombiniert fortschrittliche Technologie mit jahrzehntelanger Erfahrung, um flexible Schaltungen zu liefern, die den anspruchsvollsten Spezifikationen entsprechen.
Wir spezialisieren uns auf eine breite Palette von Flex-PCB-Anwendungen, von einlagigen flexiblen Schaltungen bis hin zu komplexen mehrlagigen Starr-Flex-Baugruppen. Unsere Fahigkeiten umfassen HDI-Technologie, kontrollierte Impedanz und verschiedene Oberflachenveredelungen einschliesslich ENIG, OSP und Hartgold-Beschichtung.

Mit ISO 9001:2015, ISO 13485 (Medizin) und IATF 16949 (Automobil) Zertifizierungen gewahrleisten wir konstante Qualitat bei allen unseren Produkten. Unser Engagement fur Exzellenz hat uns zu einem vertrauenswurdigen Partner fur Branchen wie Medizinprodukte, Luft- und Raumfahrt, Automobil und Unterhaltungselektronik gemacht.