
Flex PCB Tillverkare
Betrodd i Över 20+ År
Betrodd av Branschledare







Få Din Offert Direkt
Ladda upp dina Gerber-filer för omedelbar DFM-analys och konkurrenskraftig prissättning.
Konstruerat för Flexibilitet
Våra processer är utformade för att hantera de unika geometriska utmaningarna med flexibla kretsar, från dynamisk böjning till tät vikning.
Snabb Prototypning
- 24-Timmars Leverans
- Ingen Minsta Kvantitet
- DFM-kontroll Inkluderad
- Laser Direkt Imaging
Precisionsingenjörskonst
- Min Spår/Mellanrum: 3mil
- Min Hål: 0,1mm
- Blinda & Begravda Vias
- ENIG & Hårdguld
Branscher Drivna av Våra Kretsar

Medicintekniska Produkter
Pålitliga flexibla kretsar för implantat, monitorer och kirurgisk robotik.

Flyg & Försvar
Högtillförlitliga rigid-flex kort som uppfyller MIL-SPEC standarder.

Fordonsindustri
Hållbara PCB för sensorer, infotainment och ECU-anslutningar.

Konsumentelektronik
Kompakta, vikbara kretsar för bärbar teknik och mobila enheter.
Branschapplikationer Showcase
Se våra rigid-flex PCB produkter designade för olika branscher
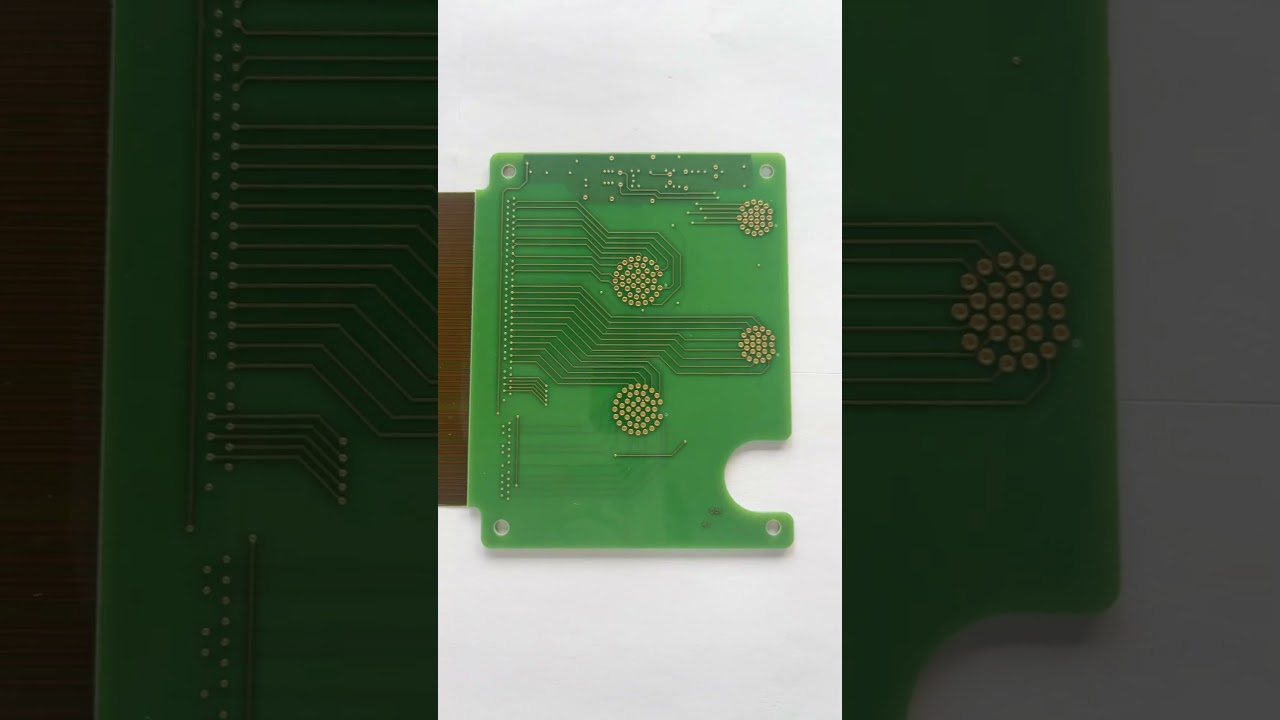
Rigid-Flex PCB för Konsumentelektronik
Kompakta rigid-flex lösningar för konsumentelektroniska enheter
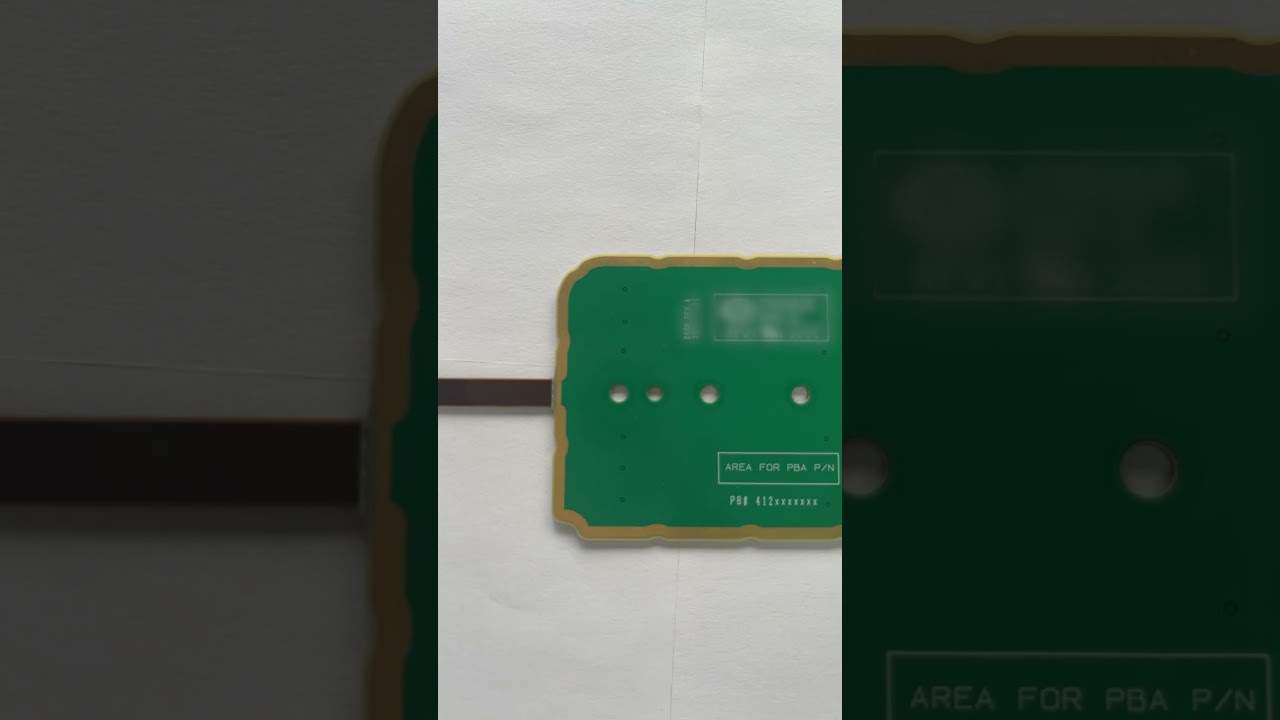
4-Lagers Rigid-Flex Kort för Industriell Styrning
Högtillförlitlig rigid-flex för industriella automationssystem
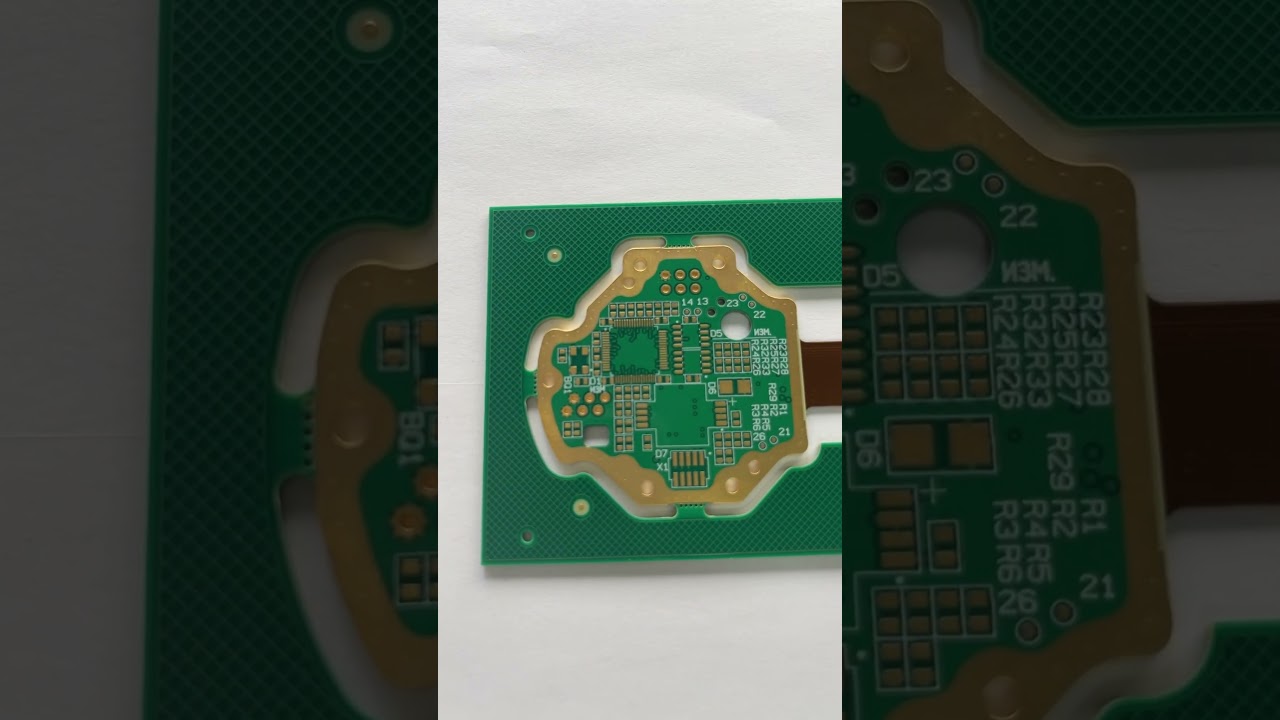
Rigid-Flex PCB för Medicintekniska Produkter
Anpassade rigid-flex lösningar för medicintekniska applikationer
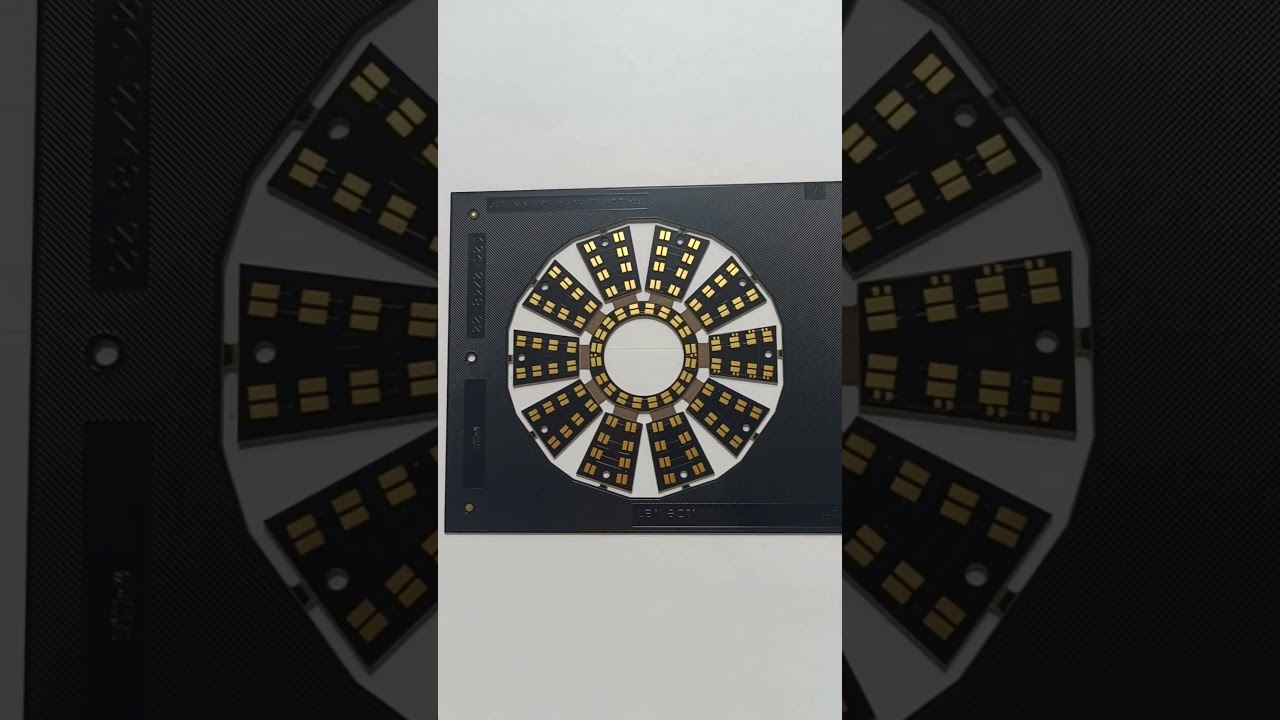
Rigid-Flex PCB för Konsumentelektronik
Avancerad rigid-flex design för bärbara konsumentprodukter
Varför Välja FlexiPCB för Dina Flex Krets Behov?
FlexiPCB är en ledande tillverkare av flexibla tryckta kretskort (Flex PCB) och rigid-flex PCB, och betjänar kunder världen över med högkvalitativa, precisionskonstruerade lösningar. Vår toppmoderna tillverkningsanläggning kombinerar avancerad teknologi med decenniers expertis för att leverera flexibla kretsar som uppfyller de mest krävande specifikationerna.
Vi specialiserar oss på ett brett utbud av flex PCB-applikationer, från enkelskiktade flexibla kretsar till komplexa flerskikts rigid-flex monteringar. Våra kapaciteter inkluderar HDI-teknologi, kontrollerad impedans och olika ytfinishar inklusive ENIG, OSP och hårdguldplätering.

Med ISO 9001:2015, ISO 13485 (Medicin) och IATF 16949 (Fordon) certifieringar säkerställer vi konsekvent kvalitet i alla våra produkter. Vårt engagemang för excellens har gjort oss till en betrodd partner för branscher inklusive medicintekniska produkter, flyg, fordon och konsumentelektronik.