
Fabricant de Flex PCB
Une confiance de plus de 20 ans
Approuvé par les leaders de l'industrie







Obtenez Votre Devis Instantane
Telechargez vos fichiers Gerber pour une analyse DFM instantanee et des prix competitifs.
Ingenierie pour la Flexibilite
Nos processus sont concus pour gerer les defis geometriques uniques des circuits flexibles, du pliage dynamique au pliage serre.
Technologies Rigide-Flex
- 2-50 Couches
- Microvias HDI
- Construction Bookbinder
- Impedance Controlee
Prototypage Rapide
- Delai 24 Heures
- Pas de Quantite Minimum
- Verification DFM Incluse
- Imagerie Laser Directe
Ingenierie de Precision
- Min Piste/Espace: 3mil
- Min Trou: 0.1mm
- Vias Aveugles et Enterres
- ENIG et Or Dur
Industries Alimentees par Nos Circuits

Dispositifs Medicaux
Circuits flexibles fiables pour implants, moniteurs et robotique chirurgicale.

Aerospatiale et Defense
Cartes rigides-flexibles haute fiabilite conformes aux normes MIL-SPEC.

Automobile
PCB durables pour capteurs, infotainment et connexions ECU.

Electronique Grand Public
Circuits compacts et pliables pour wearables et appareils mobiles.
Vitrine d'Applications Industrielles
Decouvrez nos produits PCB rigide-flexible concus pour diverses industries
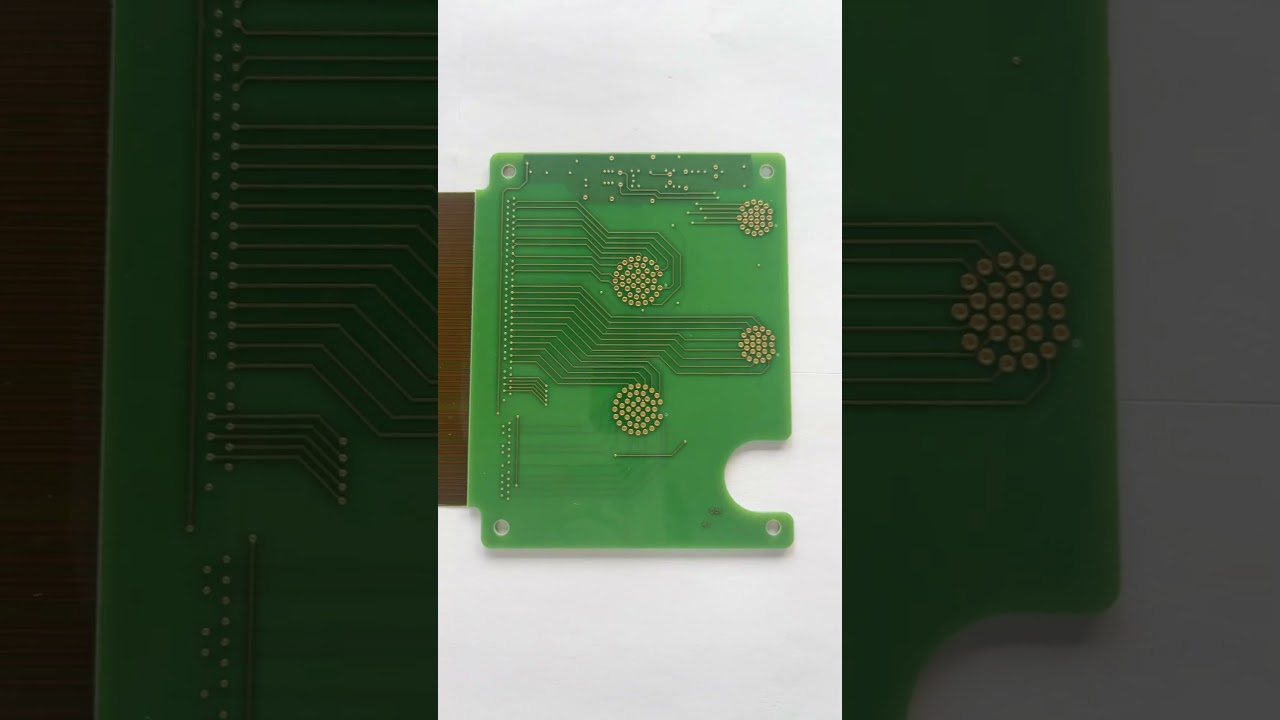
PCB Rigide-Flexible pour Electronique Grand Public
Solutions rigide-flexible compactes pour appareils electroniques grand public
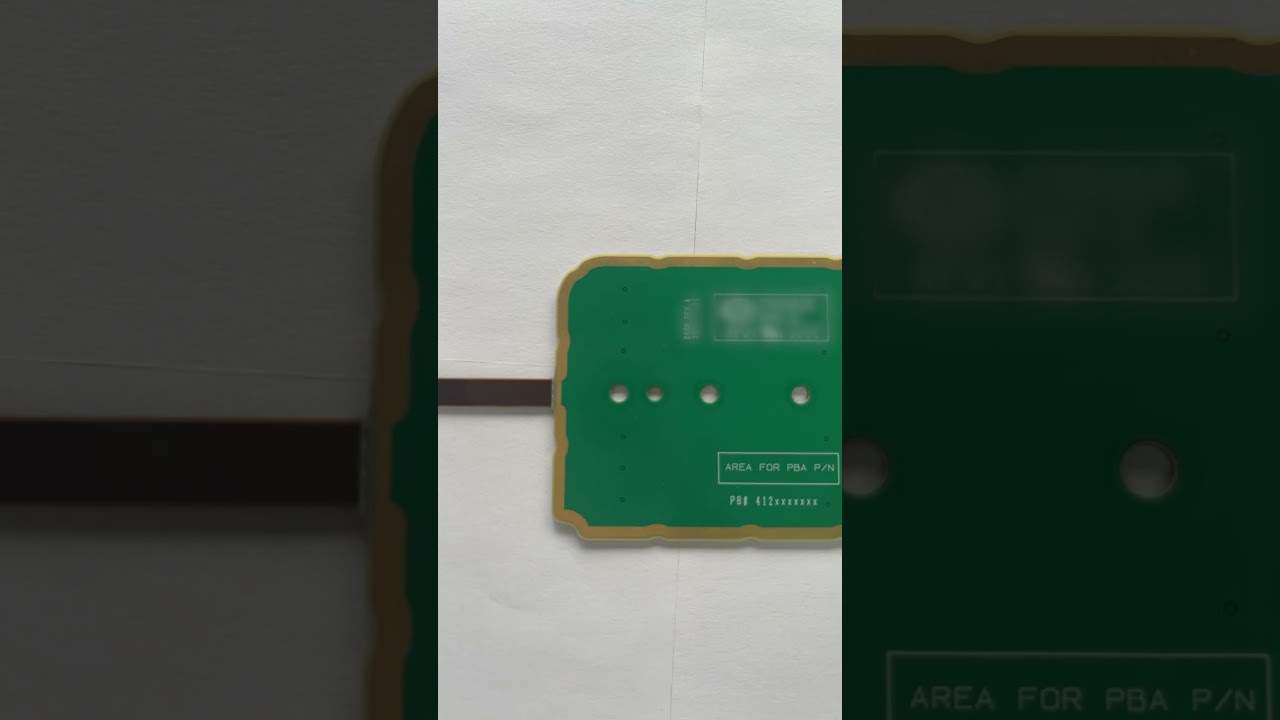
Carte Rigide-Flexible 4 Couches pour Controle Industriel
Rigide-flexible haute fiabilite pour systemes d'automatisation industrielle
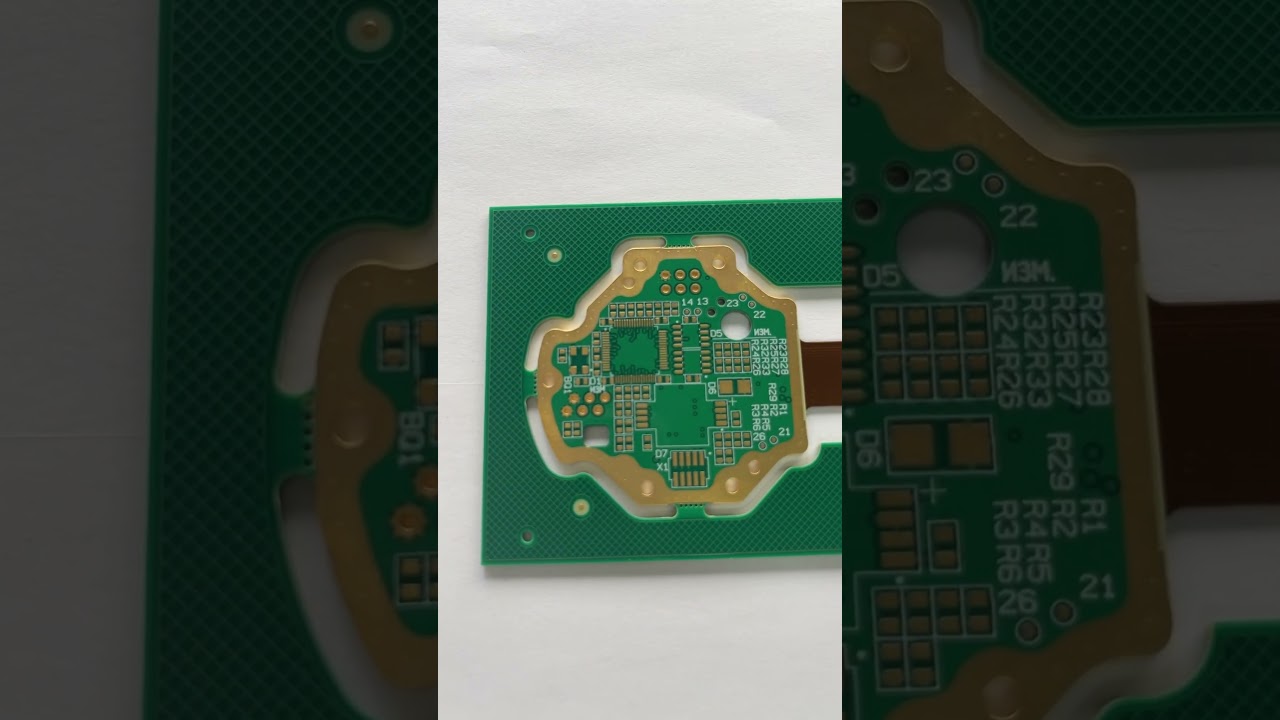
PCB Rigide-Flexible pour Dispositifs Medicaux
Solutions rigide-flexible personnalisees pour applications de dispositifs medicaux
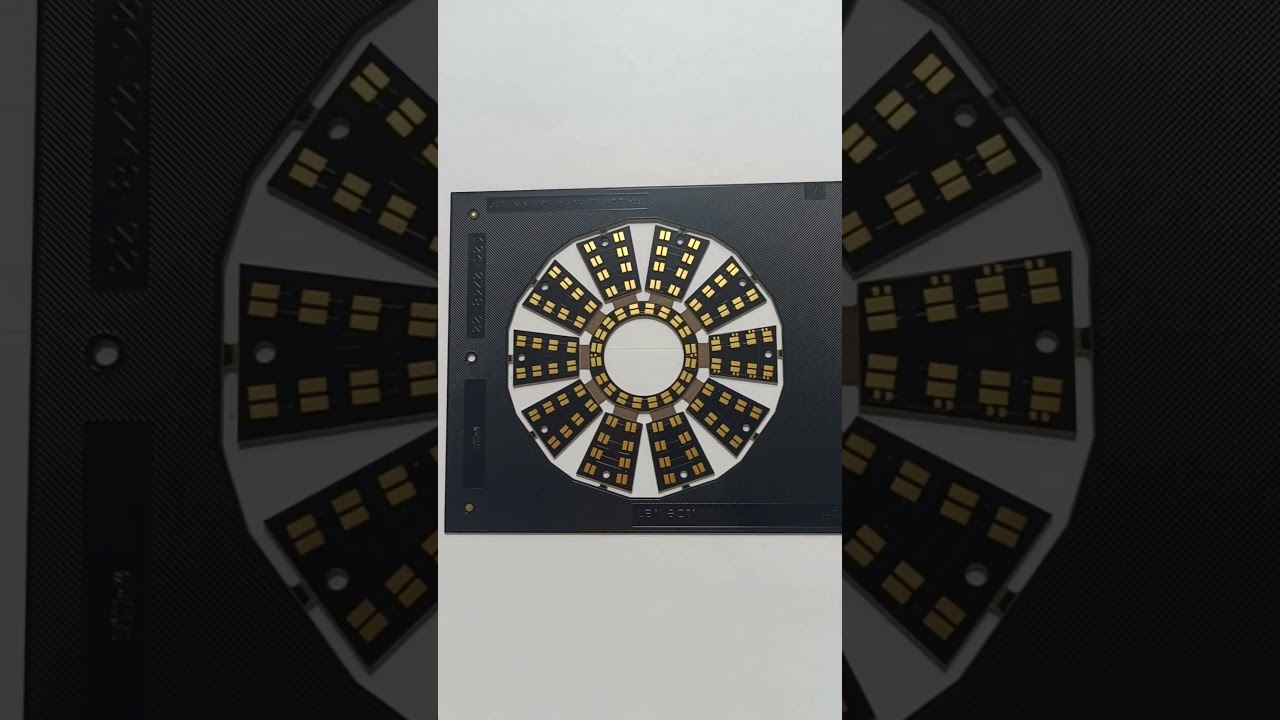
PCB Rigide-Flexible pour Electronique Grand Public
Conception rigide-flexible avancee pour produits grand public portables
Pourquoi Choisir FlexiPCB pour Vos Besoins en Circuits Flexibles?
FlexiPCB est un fabricant leader de circuits imprimes flexibles (PCB Flex) et de PCB rigides-flexibles, servant des clients dans le monde entier avec des solutions de haute qualite et de precision. Notre installation de fabrication de pointe combine une technologie avancee avec des decennies d'expertise pour livrer des circuits flexibles qui repondent aux specifications les plus exigeantes.
Nous nous specialisons dans une large gamme d'applications de PCB flex, des circuits flexibles monocouche aux assemblages rigides-flexibles multicouches complexes. Nos capacites incluent la technologie HDI, l'impedance controlee et diverses finitions de surface incluant ENIG, OSP et placage or dur.

Avec les certifications ISO 9001:2015, ISO 13485 (Medical) et IATF 16949 (Automobile), nous assurons une qualite constante sur tous nos produits. Notre engagement envers l'excellence a fait de nous un partenaire de confiance pour les industries des dispositifs medicaux, de l'aerospatiale, de l'automobile et de l'electronique grand public.