
Producător PCB Flexibil
Încredere de Peste 20+ Ani
Încredere de la Lideri din Industrie







Obține Oferta Ta Instantă
Încarcă fișierele Gerber pentru o analiză DFM instantă și prețuri competitive.
Inginerie pentru Flexibilitate
Procesele noastre sunt concepute pentru a gestiona provocările geometrice unice ale circuitelor flexibile, de la îndoire dinamică la pliere strânsă.
Prototipare Rapidă
- Timp de Răspuns 24 Ore
- Fără Cantitate Minimă
- Verificare DFM Inclusă
- Imagistică Laser Directă
Inginerie de Precizie
- Traseu/Spațiu Min: 3mil
- Gaură Min: 0.1mm
- Vias Oarbe & Îngropate
- ENIG & Aur Dur
Industrii Alimentate de Circuitele Noastre

Dispozitive Medicale
Circuite flexibile fiabile pentru implanturi, monitoare și robotică chirurgicală.

Aerospațial & Apărare
Plăci rigid-flex de înaltă fiabilitate care îndeplinesc standardele MIL-SPEC.

Auto
PCB-uri durabile pentru senzori, infotainment și conexiuni ECU.

Electronică de Consum
Circuite compacte, pliabile pentru wearables și dispozitive mobile.
Prezentare Aplicații Industriale
Vezi produsele noastre PCB rigid-flex concepute pentru diverse industrii
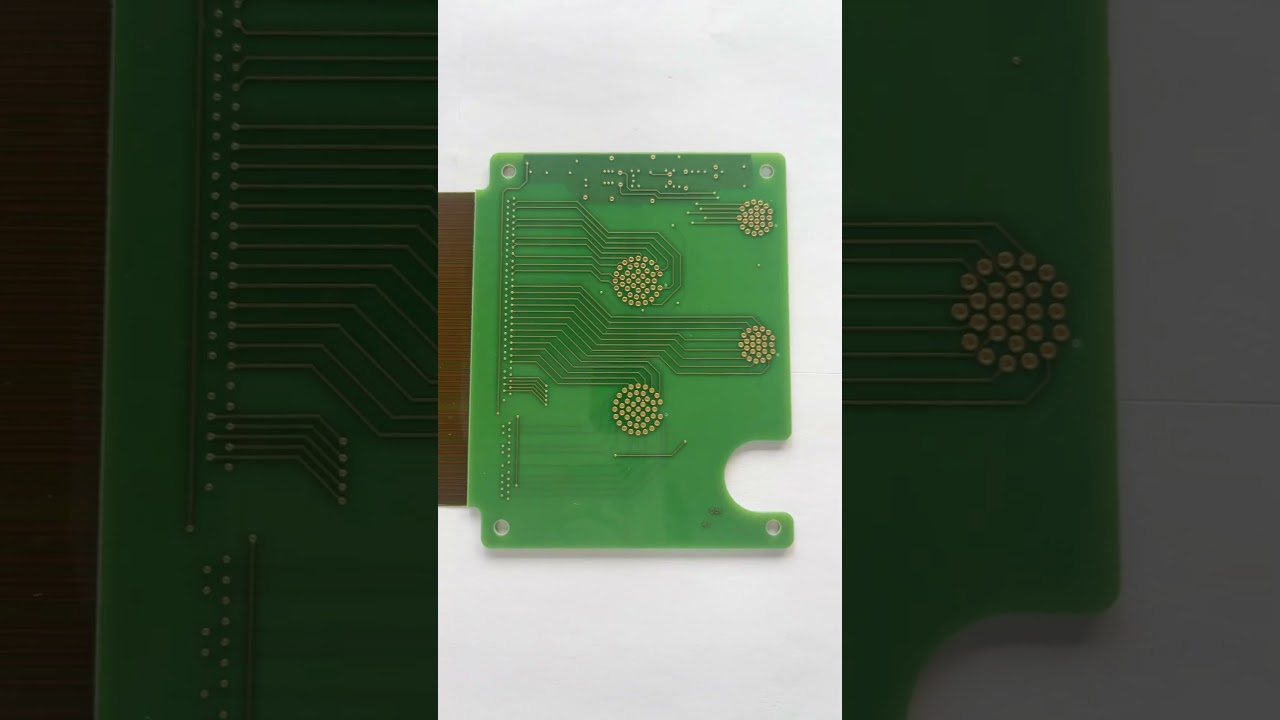
PCB Rigid-Flex pentru Electronică de Consum
Soluții rigid-flex compacte pentru dispozitive electronice de consum
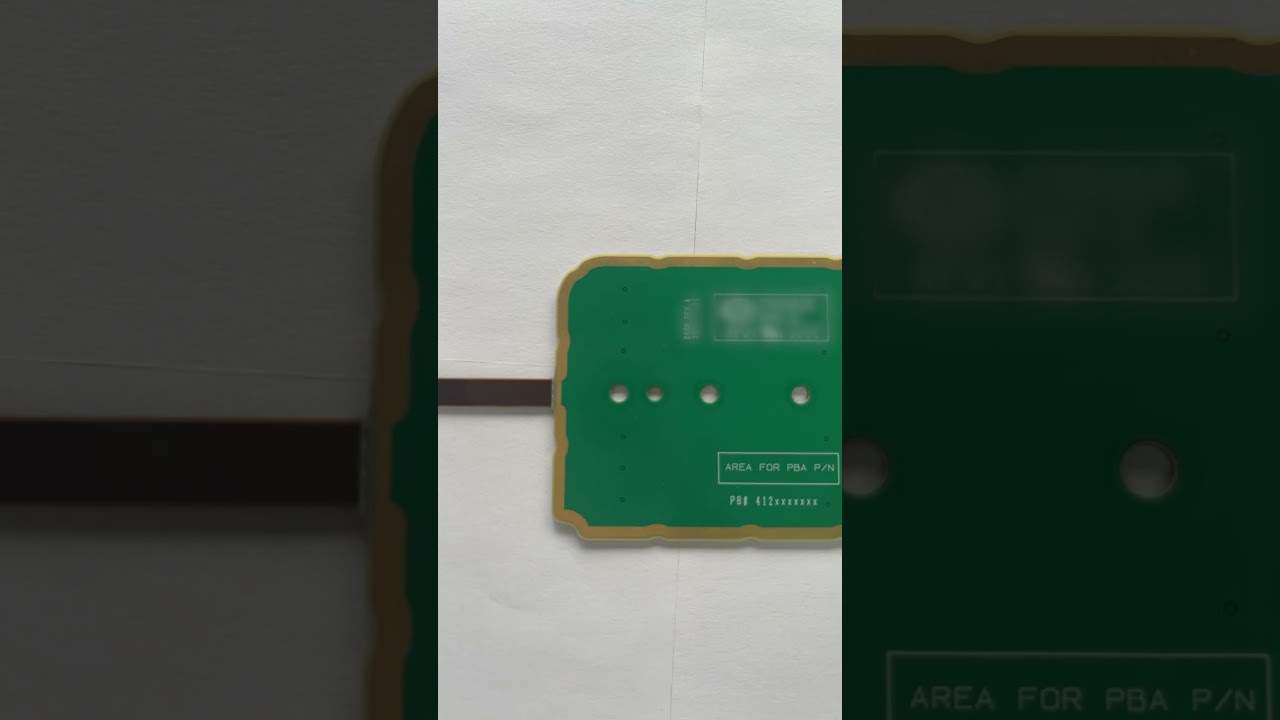
Placă Rigid-Flex 4 Straturi pentru Control Industrial
Rigid-flex de înaltă fiabilitate pentru sisteme de automatizare industrială
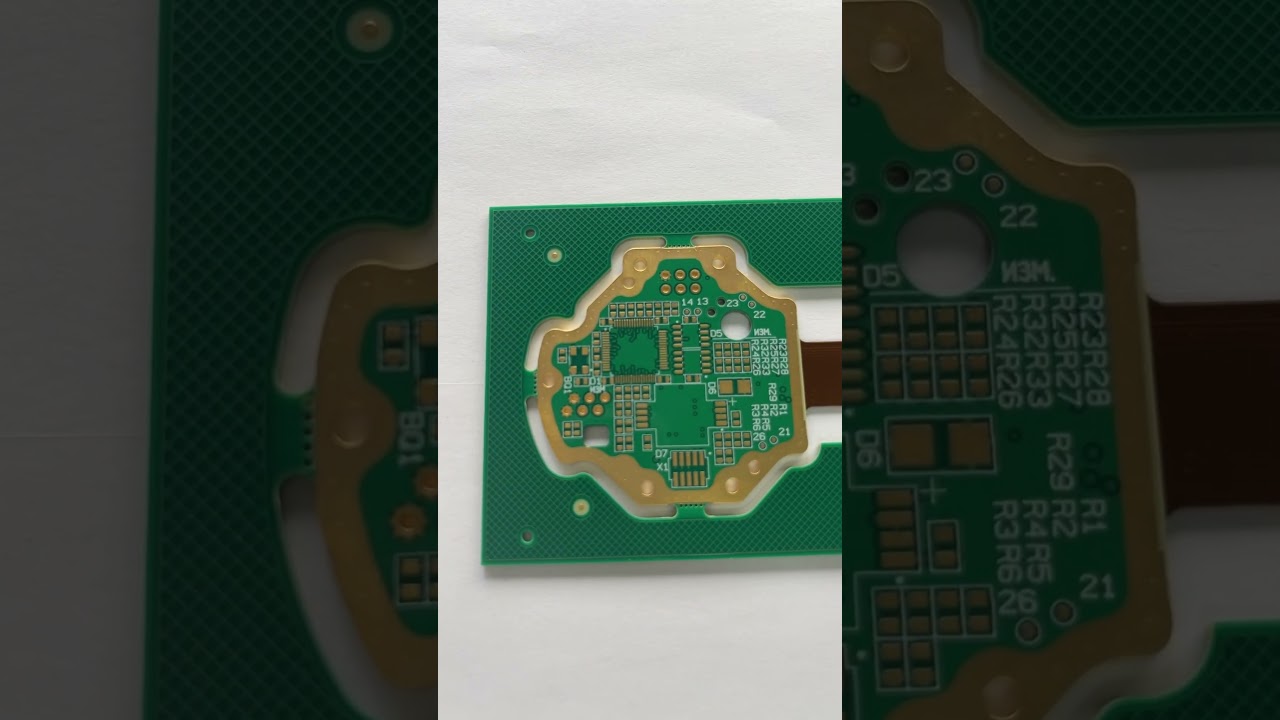
PCB Rigid-Flex pentru Dispozitive Medicale
Soluții rigid-flex personalizate pentru aplicații de dispozitive medicale
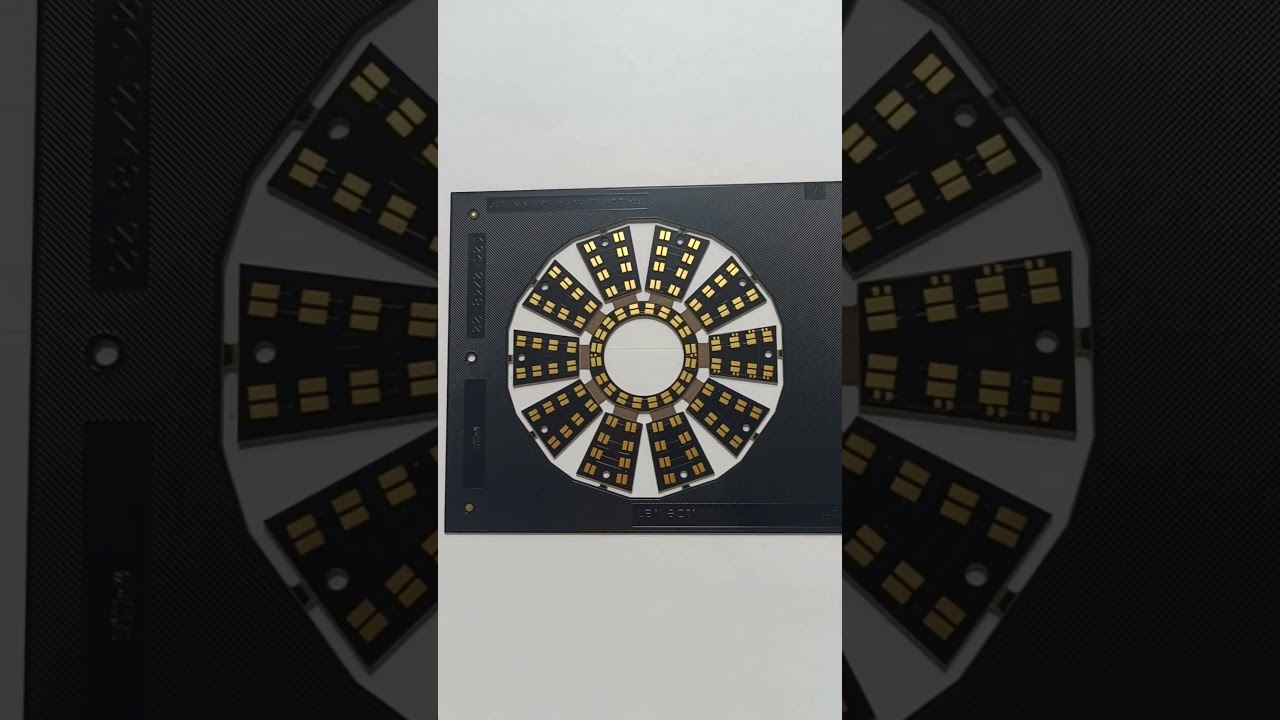
PCB Rigid-Flex pentru Electronică de Consum
Design rigid-flex avansat pentru produse de consum portabile
De Ce Să Alegi FlexiPCB pentru Nevoile Tale de Circuite Flex?
FlexiPCB este un producător lider de plăci de circuit imprimate flexibile (Flex PCB) și PCB-uri rigid-flex, deservind clienți din întreaga lume cu soluții de înaltă calitate, proiectate cu precizie. Facilitatea noastră de producție de ultimă generație combină tehnologia avansată cu decenii de expertiză pentru a livra circuite flexibile care îndeplinesc cele mai exigente specificații.
Ne specializăm într-o gamă largă de aplicații flex PCB, de la circuite flexibile cu un singur strat până la ansambluri rigid-flex complexe cu mai multe straturi. Capabilitățile noastre includ tehnologia HDI, impedanță controlată și diverse finisaje de suprafață, inclusiv ENIG, OSP și placare cu aur dur.

Cu certificări ISO 9001:2015, ISO 13485 (Medical) și IATF 16949 (Auto), asigurăm calitate constantă în toate produsele noastre. Angajamentul nostru față de excelență ne-a făcut un partener de încredere pentru industrii precum dispozitive medicale, aerospațial, auto și electronică de consum.