
Flex PCB Gyártó
Több Mint 20 Éve Megbízható Partner
Iparági Vezetők Bizalmát Élvezzük







Azonnali Árajánlat Kérése
Töltse fel Gerber fájljait azonnali DFM elemzéshez és versenyképes árazáshoz.
Mérnöki Megoldások Rugalmasságra
Folyamataink a rugalmas áramkörök egyedi geometriai kihívásainak kezelésére lettek tervezve, a dinamikus hajlítástól a szoros hajtogatásig.
Gyors Prototípusgyártás
- 24 Órás Átfutás
- Nincs Minimális Mennyiség
- DFM Ellenőrzés Mellékelve
- Lézer Közvetlen Képalkotás
Precíziós Mérnöki Munka
- Min Vezeték/Távolság: 3mil
- Min Furat: 0.1mm
- Vak és Temetett Lyukak
- ENIG és Kemény Arany
Áramköreink Által Támogatott Iparágak

Orvostechnikai Eszközök
Megbízható rugalmas áramkörök implantátumokhoz, monitorokhoz és sebészeti robotikához.

Légiközlekedés és Védelem
Nagy megbízhatóságú rigid-flex lapok, amelyek megfelelnek a MIL-SPEC szabványoknak.

Autóipar
Tartós PCB-k szenzorkhoz, infotainment rendszerekhez és ECU csatlakozásokhoz.

Fogyasztói Elektronika
Kompakt, hajlítható áramkörök viselhető eszközökhöz és mobil készülékekhez.
Ipari Alkalmazások Bemutatása
Tekintse meg különböző iparágak számára tervezett rigid-flex PCB termékeinket
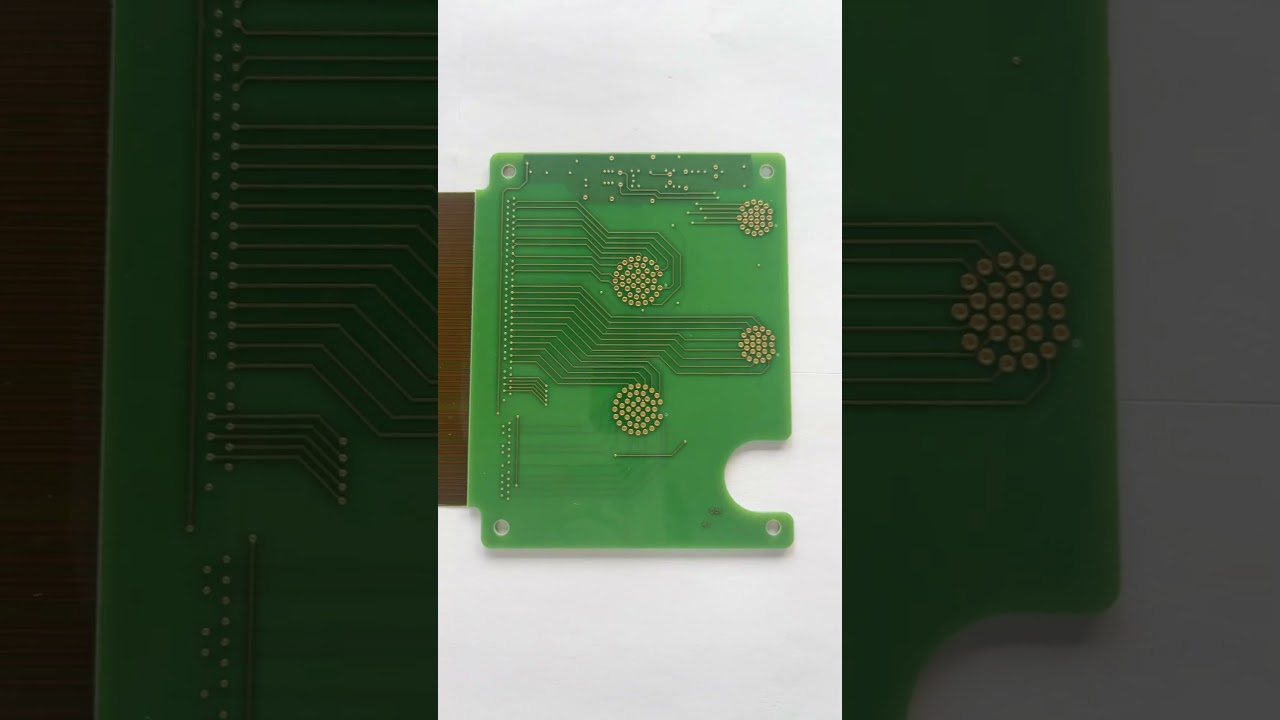
Rigid-Flex PCB Fogyasztói Elektronikához
Kompakt rigid-flex megoldások fogyasztói elektronikai eszközökhöz
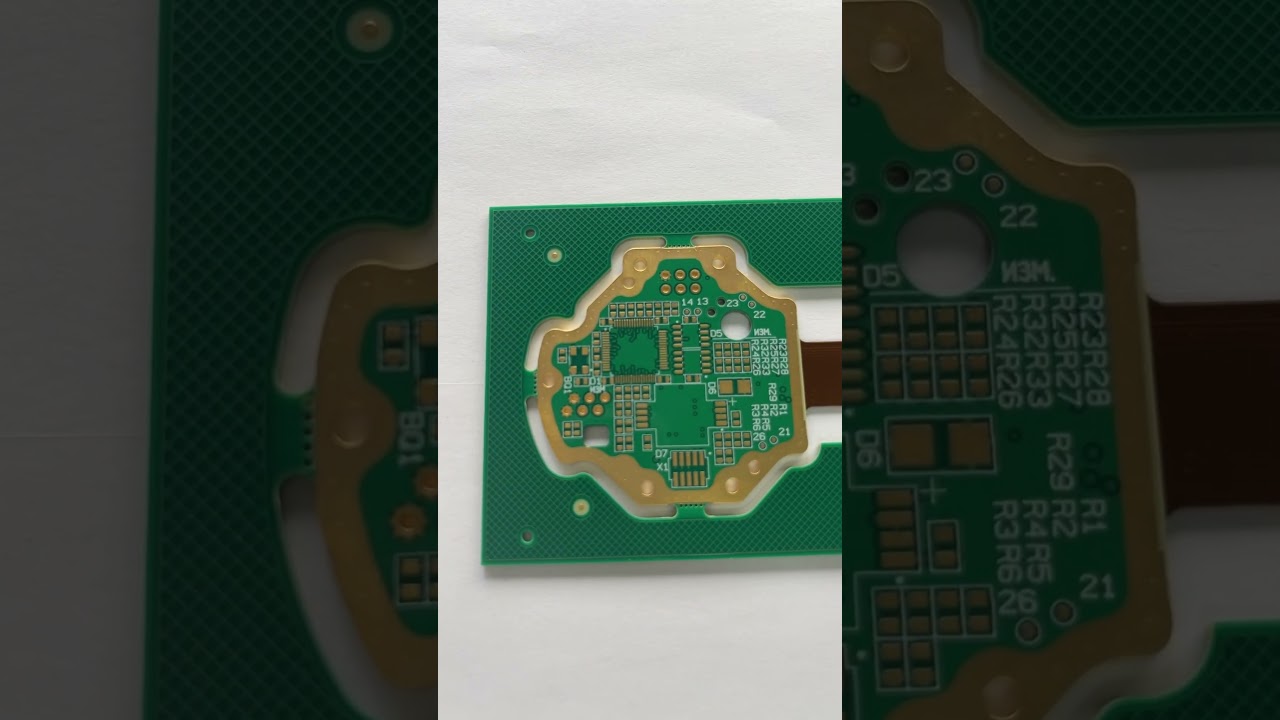
4-Rétegű Rigid-Flex Lap Ipari Vezérléshez
Nagy megbízhatóságú rigid-flex ipari automatizálási rendszerekhez
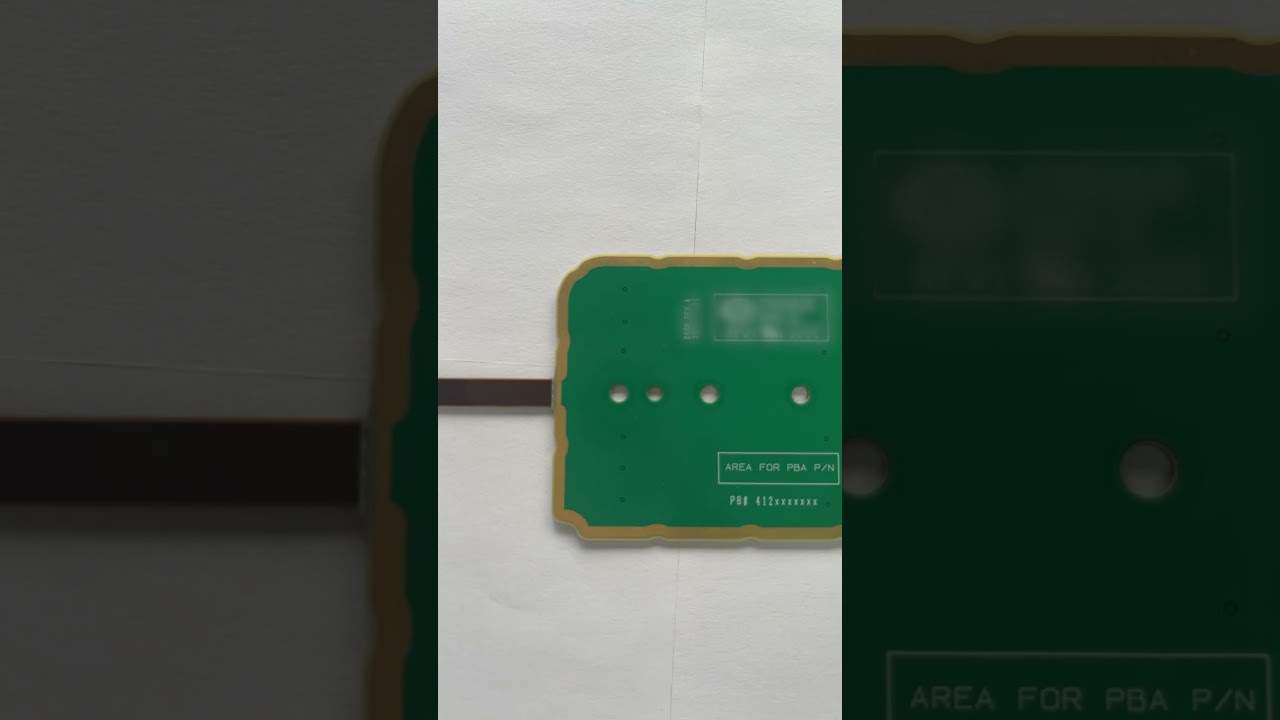
Rigid-Flex PCB Orvostechnikai Eszközökhöz
Testreszabott rigid-flex megoldások orvostechnikai alkalmazásokhoz
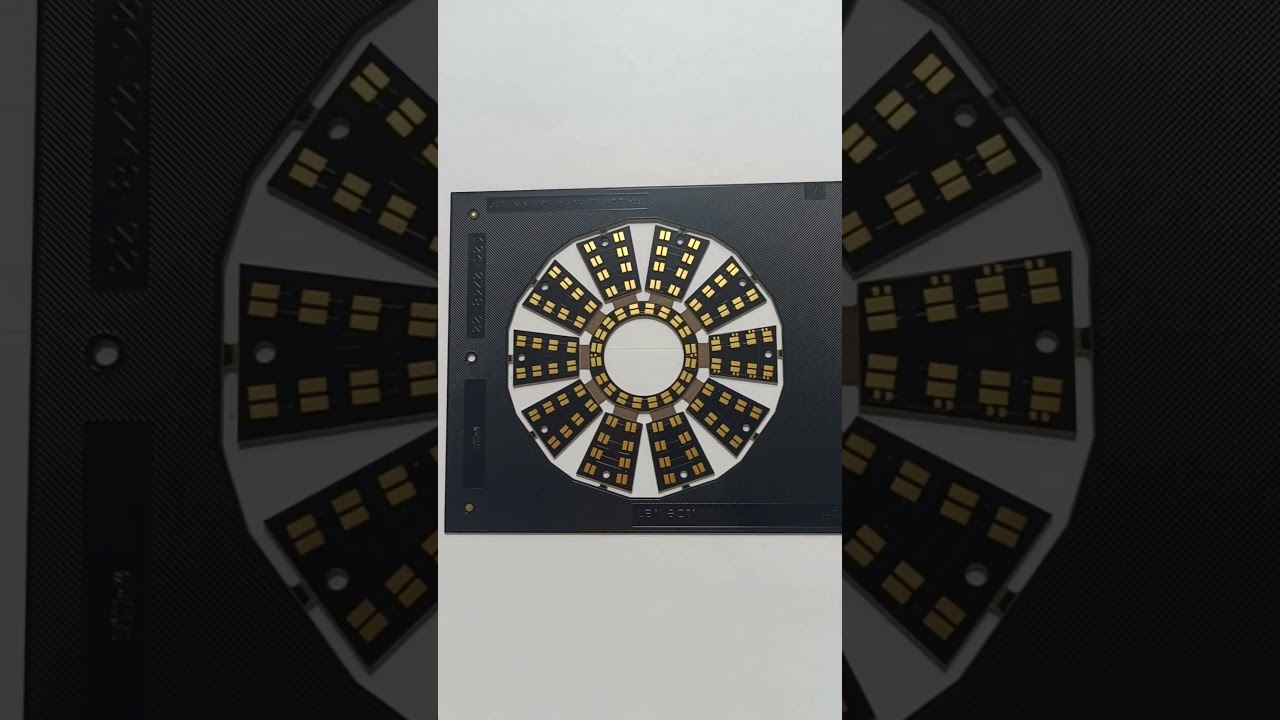
Rigid-Flex PCB Fogyasztói Elektronikához
Fejlett rigid-flex tervezés hordozható fogyasztói termékekhez
Miért Válassza a FlexiPCB-t Flex Áramkör Igényeihez?
A FlexiPCB vezető gyártója a rugalmas nyomtatott áramköri lapoknak (Flex PCB) és rigid-flex PCB-knek, világszerte szolgálva ügyfeleket kiváló minőségű, precíziós mérnöki megoldásokkal. Korszerű gyártóüzemünk fejlett technológiát kombinál évtizedes szakértelemmel, hogy a legigényesebb specifikációknak megfelelő rugalmas áramköröket szállítsunk.
Szakterületünk a flex PCB alkalmazások széles köre, az egyrétegű rugalmas áramköröktől a komplex többrétegű rigid-flex szerelvényekig. Képességeink közé tartozik a HDI technológia, az impedancia kontroll és különböző felületkezelések, beleértve az ENIG, OSP és kemény aranyozást.

ISO 9001:2015, ISO 13485 (Orvostechnikai) és IATF 16949 (Autóipari) tanúsításokkal biztosítjuk a következetes minőséget minden termékünkben. A kiválóság iránti elkötelezettségünk megbízható partnerré tett bennünket az orvostechnikai eszközök, légiközlekedés, autóipar és fogyasztói elektronika területén.