
Flex PCB Producent
Betroet i Over 20+ År
Betroet af Brancheledere







Få Dit Øjeblikkelige Tilbud
Upload dine Gerber-filer for øjeblikkelig DFM-analyse og konkurrencedygtig prissætning.
Konstrueret til Fleksibilitet
Vores processer er designet til at håndtere de unikke geometriske udfordringer ved fleksible kredsløb, fra dynamisk bøjning til stram foldning.
Hurtig Prototyping
- 24-Timers Levering
- Ingen Minimumsantal
- DFM-tjek Inkluderet
- Laser Direct Imaging
Præcisionsteknik
- Min Spor/Afstand: 3mil
- Min Hul: 0,1mm
- Blinde & Begravede Vias
- ENIG & Hård Guld
Industrier Drevet af Vores Kredsløb

Medicinsk Udstyr
Pålidelige fleksible kredsløb til implantater, monitorer og kirurgisk robotteknologi.

Luftfart & Forsvar
Højpålidelige rigid-flex kort der opfylder MIL-SPEC standarder.

Bilindustri
Holdbare PCB'er til sensorer, infotainment og ECU-forbindelser.

Forbrugerelektronik
Kompakte, foldbare kredsløb til wearables og mobile enheder.
Industri Anvendelser
Se vores rigid-flex PCB produkter designet til forskellige industrier
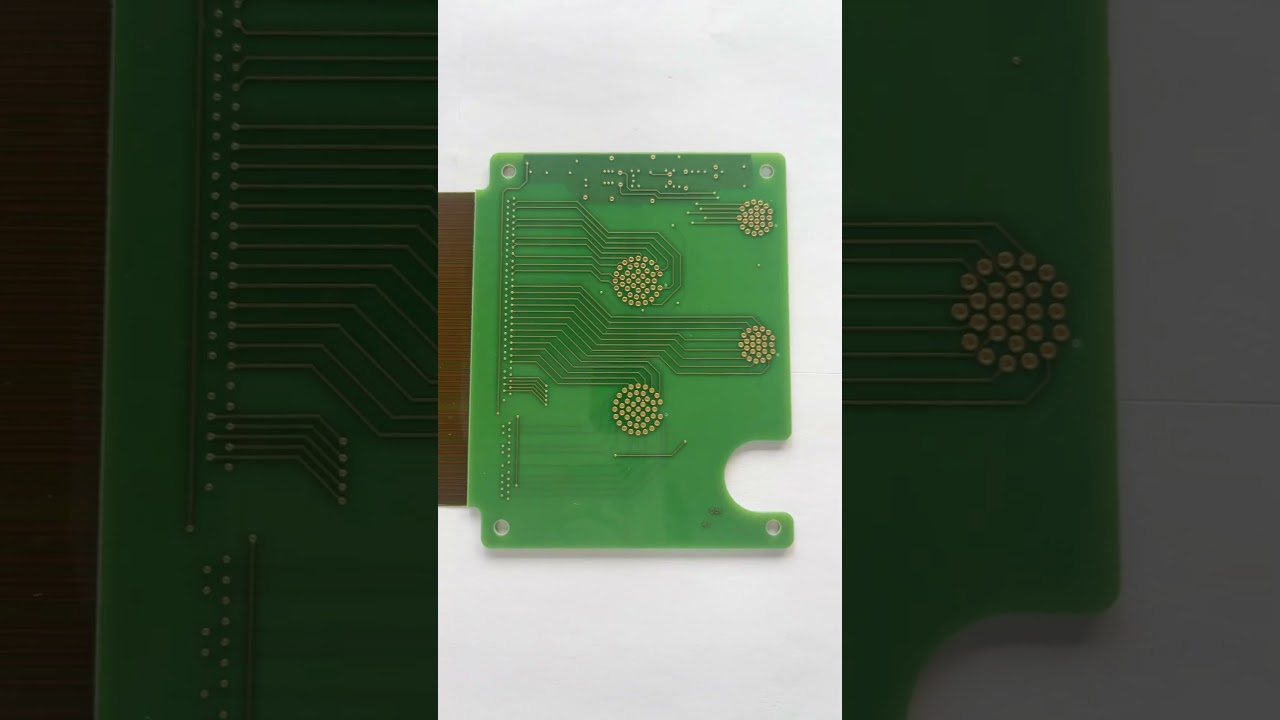
Rigid-Flex PCB til Forbrugerelektronik
Kompakte rigid-flex løsninger til forbrugerelektronik
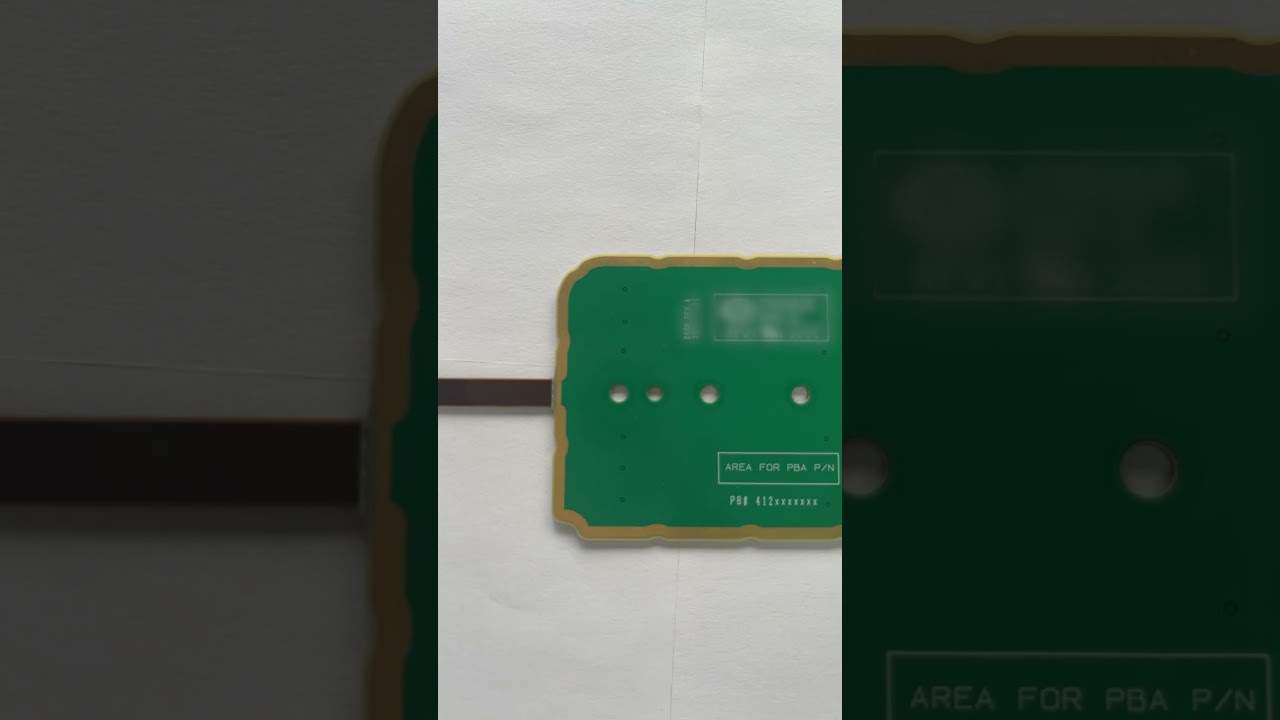
4-Lags Rigid-Flex Kort til Industriel Styring
Højpålidelig rigid-flex til industrielle automationssystemer
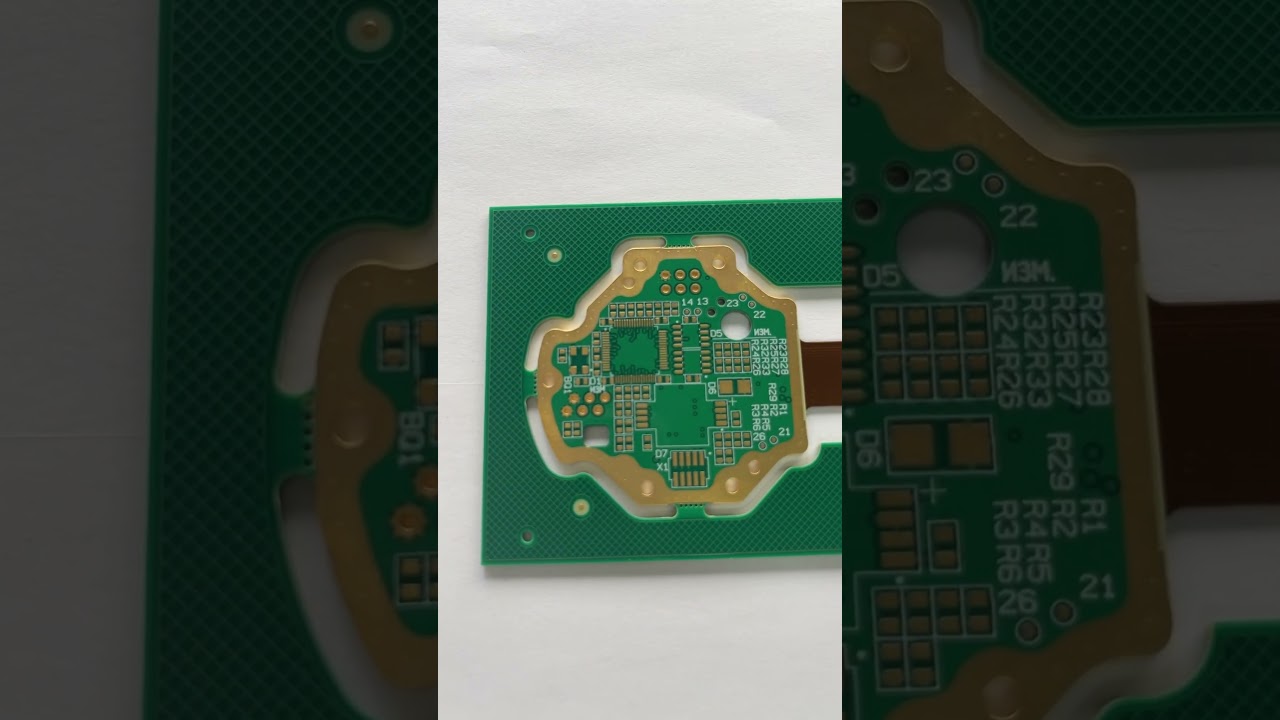
Rigid-Flex PCB til Medicinsk Udstyr
Tilpassede rigid-flex løsninger til medicinske applikationer
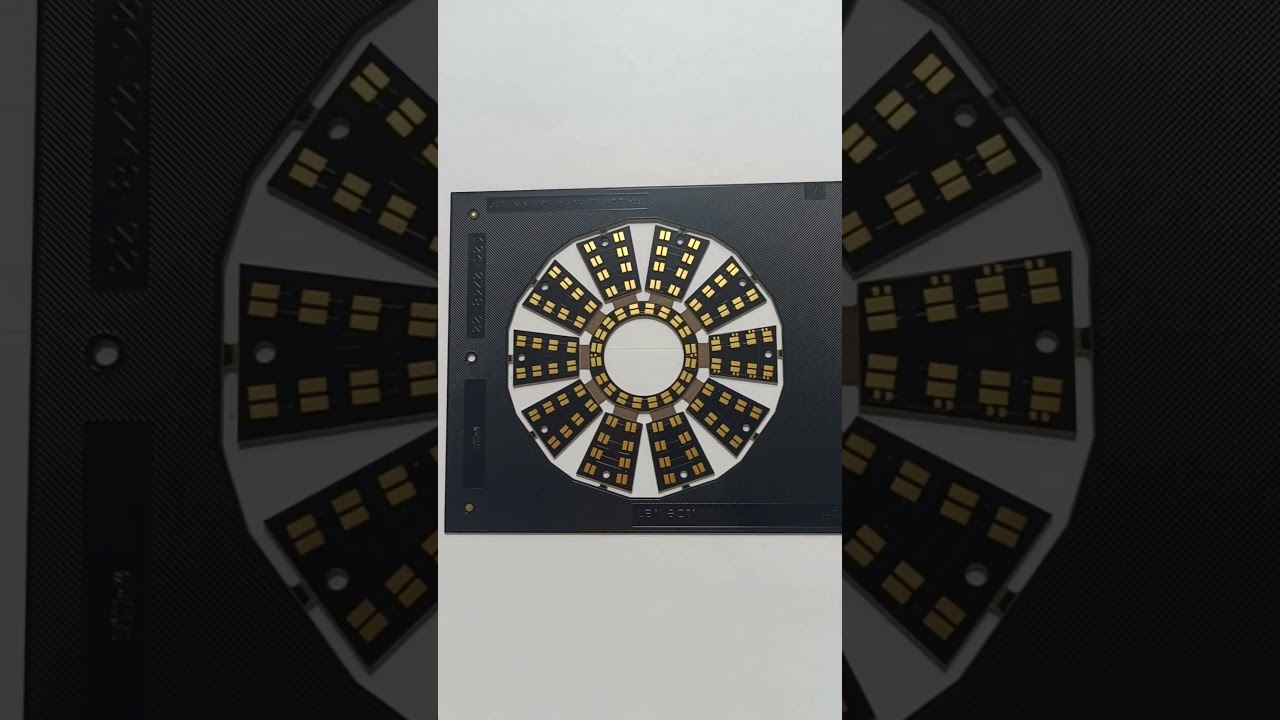
Rigid-Flex PCB til Forbrugerelektronik
Avanceret rigid-flex design til bærbare forbrugerprodukter
Hvorfor Vælge FlexiPCB til Dine Flex Kredsløbsbehov?
FlexiPCB er en førende producent af fleksible trykte kredsløbskort (Flex PCB) og rigid-flex PCB'er, der betjener kunder over hele verden med højkvalitets, præcisionskonstruerede løsninger. Vores avancerede produktionsanlæg kombinerer avanceret teknologi med årtiers ekspertise for at levere fleksible kredsløb, der opfylder de mest krævende specifikationer.
Vi specialiserer os i en bred vifte af flex PCB-applikationer, fra enkeltlags fleksible kredsløb til komplekse flerlags rigid-flex montager. Vores kapaciteter inkluderer HDI-teknologi, kontrolleret impedans og forskellige overfladebehandlinger herunder ENIG, OSP og hård guldbelægning.

Med ISO 9001:2015, ISO 13485 (Medicin) og IATF 16949 (Bilindustri) certificeringer sikrer vi ensartet kvalitet på tværs af alle vores produkter. Vores engagement i excellence har gjort os til en betroet partner for industrier herunder medicinsk udstyr, luftfart, bilindustri og forbrugerelektronik.