
Fabricante de PCB Flexivel
Confianca Ha Mais de 20 Anos
Confianca dos Lideres da Industria







Obtenha o Seu Orcamento Instantaneo
Carregue os seus ficheiros Gerber para uma analise DFM instantanea e precos competitivos.
Engenharia para Flexibilidade
Os nossos processos estao concebidos para enfrentar os desafios geometricos unicos dos circuitos flexiveis, desde dobragem dinamica ate dobragem apertada.
Tecnologias Rigido-Flexiveis
- 2-50 Camadas
- Microvias HDI
- Construcao Bookbinder
- Impedancia Controlada
Prototipagem Rapida
- Entrega em 24 Horas
- Sem Quantidade Minima
- Verificacao DFM Incluida
- Imagem Laser Direta
Engenharia de Precisao
- Traco/Espaco Min: 3mil
- Furo Min: 0.1mm
- Vias Cegas e Enterradas
- ENIG e Ouro Duro
Industrias Alimentadas pelos Nossos Circuitos

Dispositivos Medicos
Circuitos flexiveis fiaveis para implantes, monitores e robotica cirurgica.

Aeroespacial e Defesa
Placas rigido-flexiveis de alta fiabilidade que cumprem normas MIL-SPEC.

Automovel
PCBs duraveis para sensores, infotainment e ligacoes ECU.

Eletronica de Consumo
Circuitos compactos e dobraveis para wearables e dispositivos moveis.
Mostra de Aplicacoes Industriais
Veja os nossos produtos de PCB rigido-flexivel concebidos para varias industrias
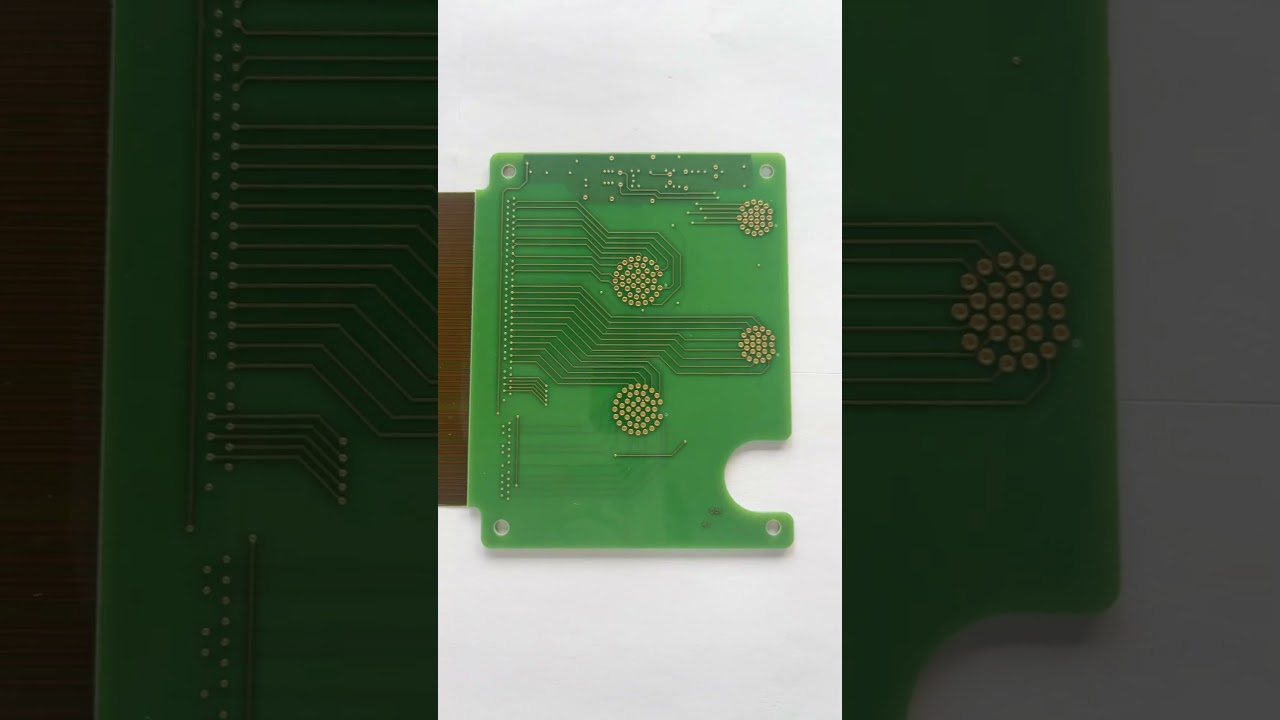
PCB Rigido-Flexivel para Eletronica de Consumo
Solucoes rigido-flexiveis compactas para dispositivos eletronicos de consumo
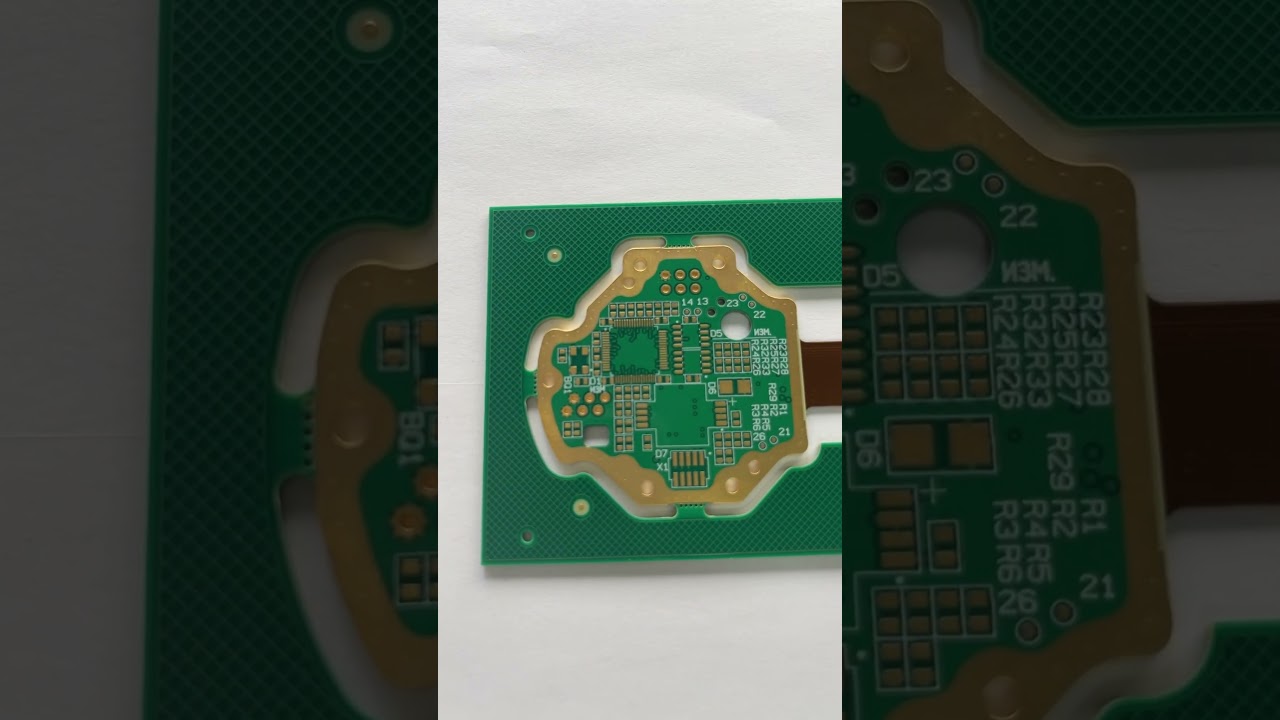
Placa Rigido-Flexivel de 4 Camadas para Controlo Industrial
Rigido-flexivel de alta fiabilidade para sistemas de automacao industrial
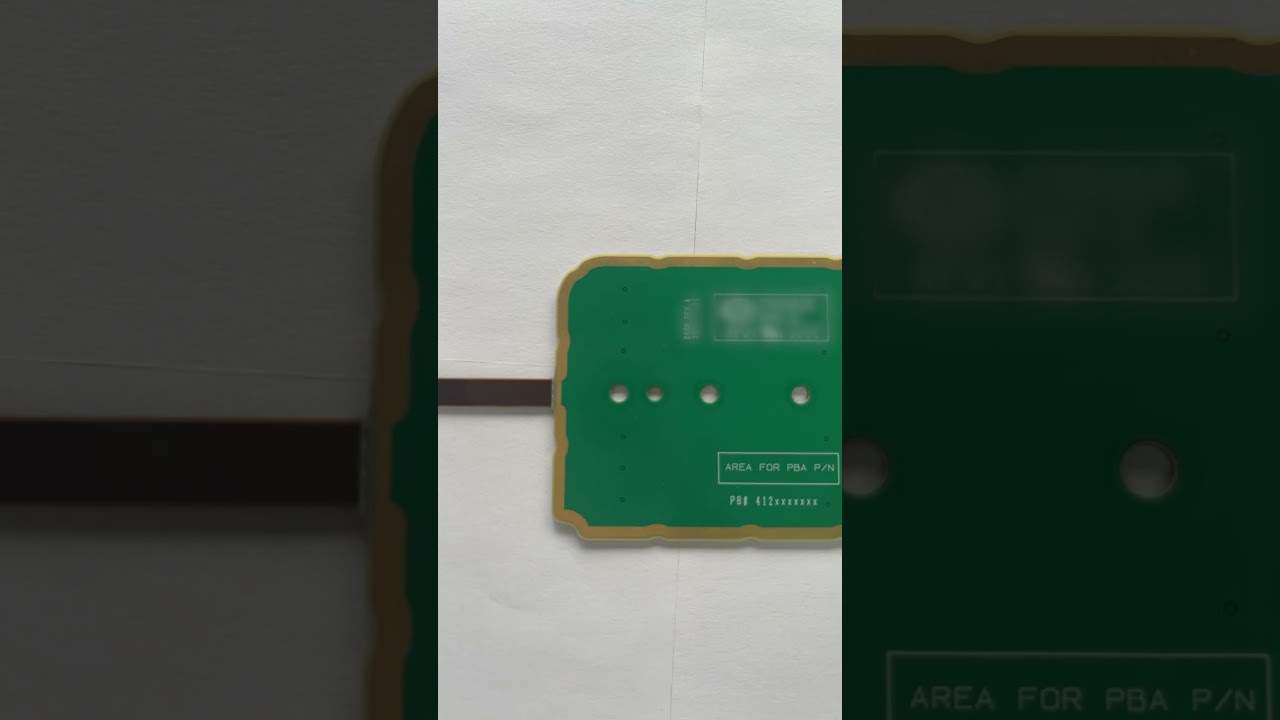
PCB Rigido-Flexivel para Dispositivos Medicos
Solucoes rigido-flexiveis personalizadas para aplicacoes de dispositivos medicos
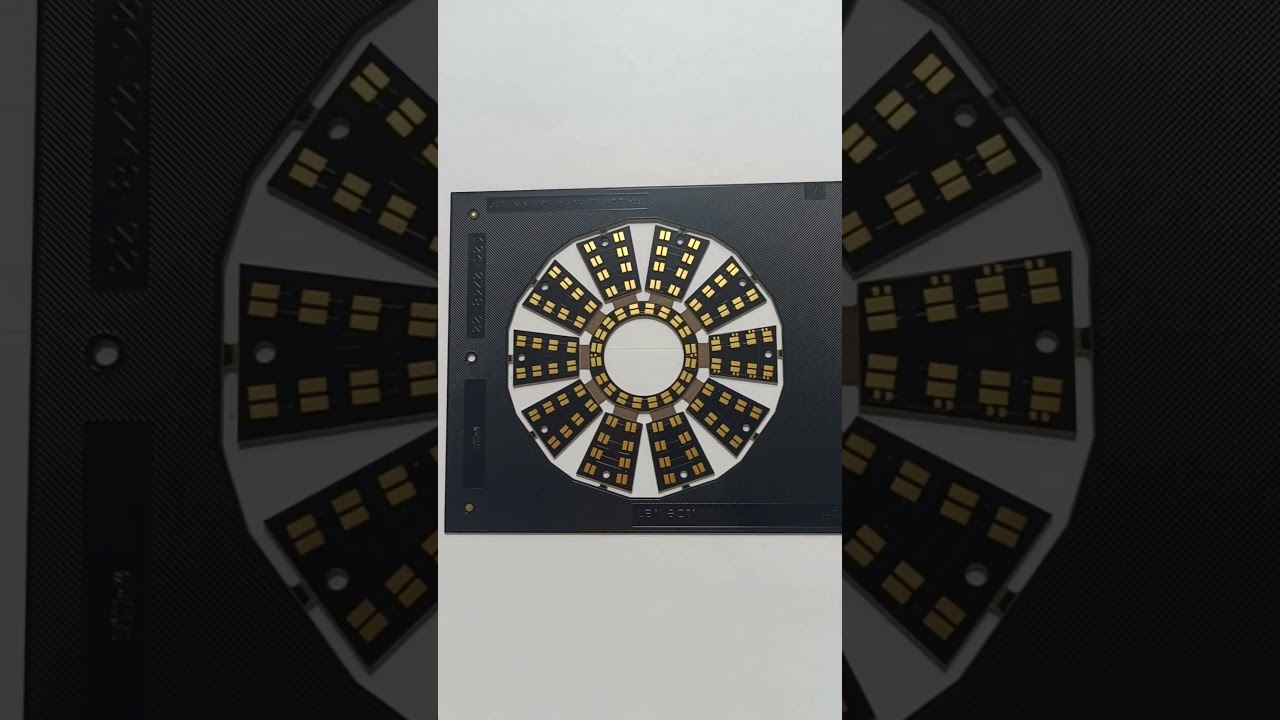
PCB Rigido-Flexivel para Eletronica de Consumo
Design rigido-flexivel avancado para produtos de consumo portateis
Porque Escolher a FlexiPCB para as Suas Necessidades de Circuitos Flexiveis?
A FlexiPCB e um fabricante lider de placas de circuito impresso flexiveis (Flex PCB) e PCBs rigido-flexiveis, servindo clientes em todo o mundo com solucoes de alta qualidade e engenharia de precisao. As nossas instalacoes de fabrico de ultima geracao combinam tecnologia avancada com decadas de experiencia para entregar circuitos flexiveis que cumprem as especificacoes mais exigentes.
Especializamo-nos numa ampla gama de aplicacoes de PCB flexivel, desde circuitos flexiveis de camada unica ate montagens rigido-flexiveis multicamada complexas. As nossas capacidades incluem tecnologia HDI, impedancia controlada e varios acabamentos de superficie, incluindo ENIG, OSP e revestimento de ouro duro.

Com certificacoes ISO 9001:2015, ISO 13485 (Medico) e IATF 16949 (Automovel), garantimos qualidade consistente em todos os nossos produtos. O nosso compromisso com a excelencia tornou-nos um parceiro de confianca para industrias como dispositivos medicos, aeroespacial, automovel e eletronica de consumo.