
Flex PCB Fabrikant
Al Meer Dan 20 Jaar Vertrouwd
Vertrouwd door Marktleiders







Ontvang Uw Directe Offerte
Upload uw Gerber-bestanden voor een directe DFM-analyse en concurrerende prijzen.
Ontworpen voor Flexibiliteit
Onze processen zijn ontworpen om de unieke geometrische uitdagingen van flexibele circuits aan te kunnen, van dynamisch buigen tot strak vouwen.
Rigid-Flex Technologieen
- 2-50 Lagen
- HDI Microvias
- Bookbinder Constructie
- Gecontroleerde Impedantie
Snelle Prototyping
- 24-Uurs Doorlooptijd
- Geen Minimale Hoeveelheid
- DFM Controle Inbegrepen
- Laser Direct Imaging
Industrieen Aangedreven door Onze Circuits

Medische Apparatuur
Betrouwbare flexibele circuits voor implantaten, monitors en chirurgische robotica.

Lucht- & Ruimtevaart en Defensie
Zeer betrouwbare rigid-flex boards die voldoen aan MIL-SPEC normen.

Automotive
Duurzame PCBs voor sensoren, infotainment en ECU-verbindingen.

Consumentenelektronica
Compacte, opvouwbare circuits voor wearables en mobiele apparaten.
Industriele Toepassingen Showcase
Bekijk onze rigid-flex PCB producten ontworpen voor verschillende industrieen
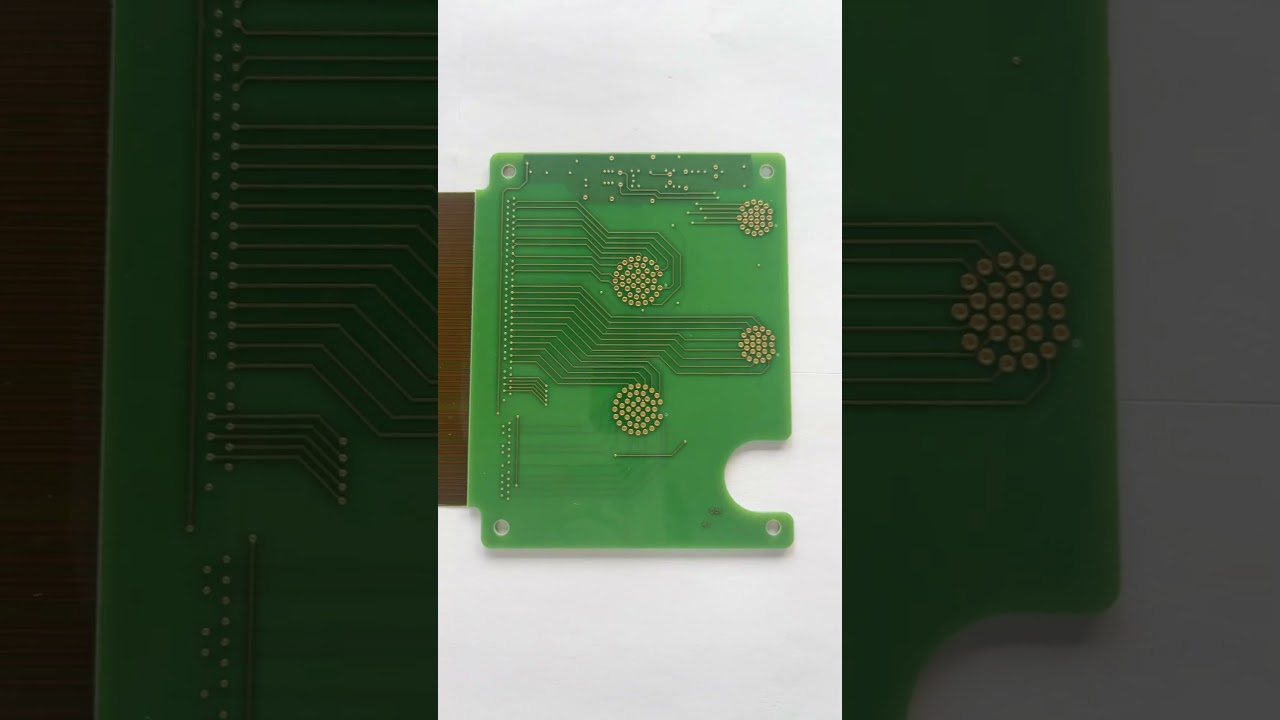
Rigid-Flex PCB voor Consumentenelektronica
Compacte rigid-flex oplossingen voor consumentenelektronica apparaten
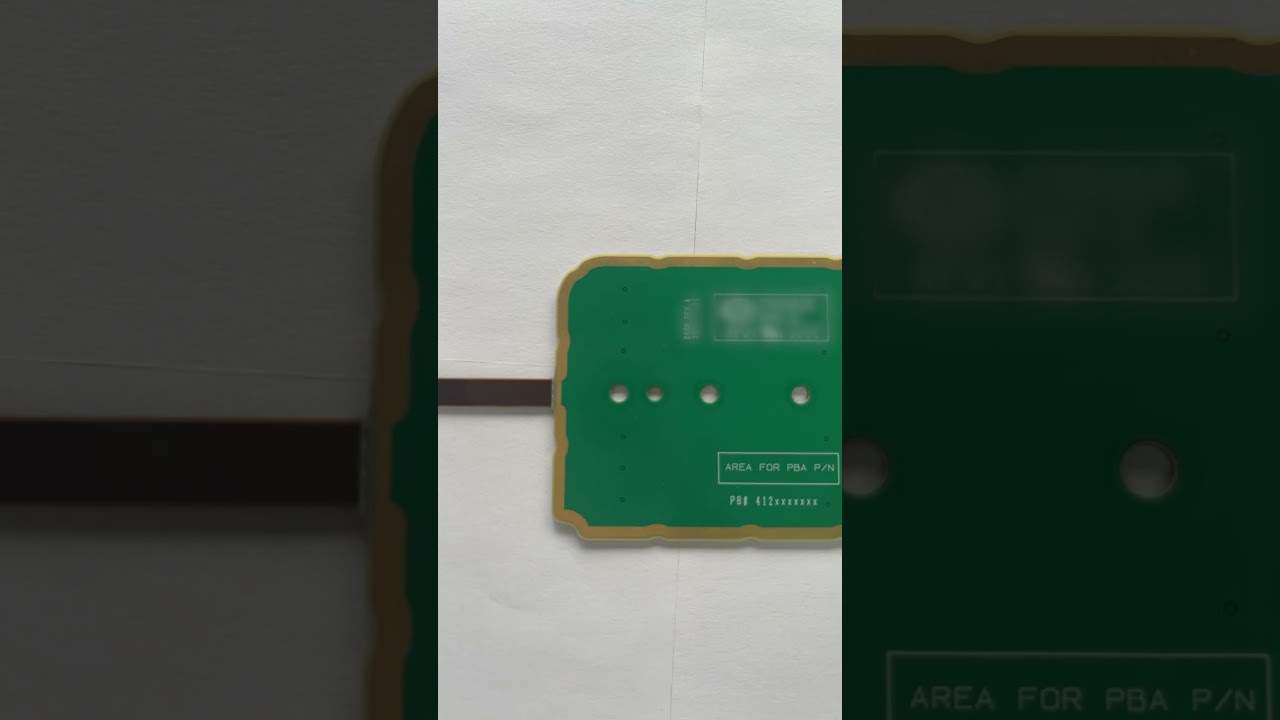
4-Laags Rigid-Flex Board voor Industriele Besturing
Zeer betrouwbare rigid-flex voor industriele automatiseringssystemen
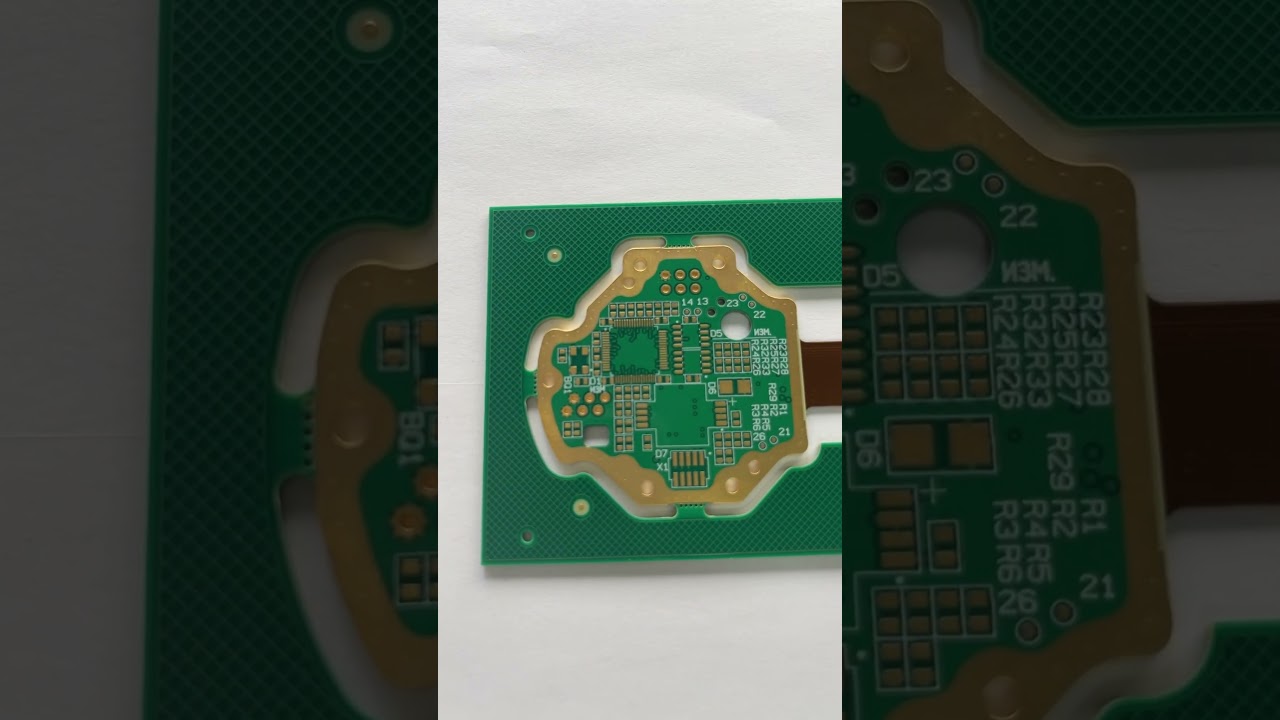
Rigid-Flex PCB voor Medische Apparatuur
Op maat gemaakte rigid-flex oplossingen voor medische apparatuur toepassingen
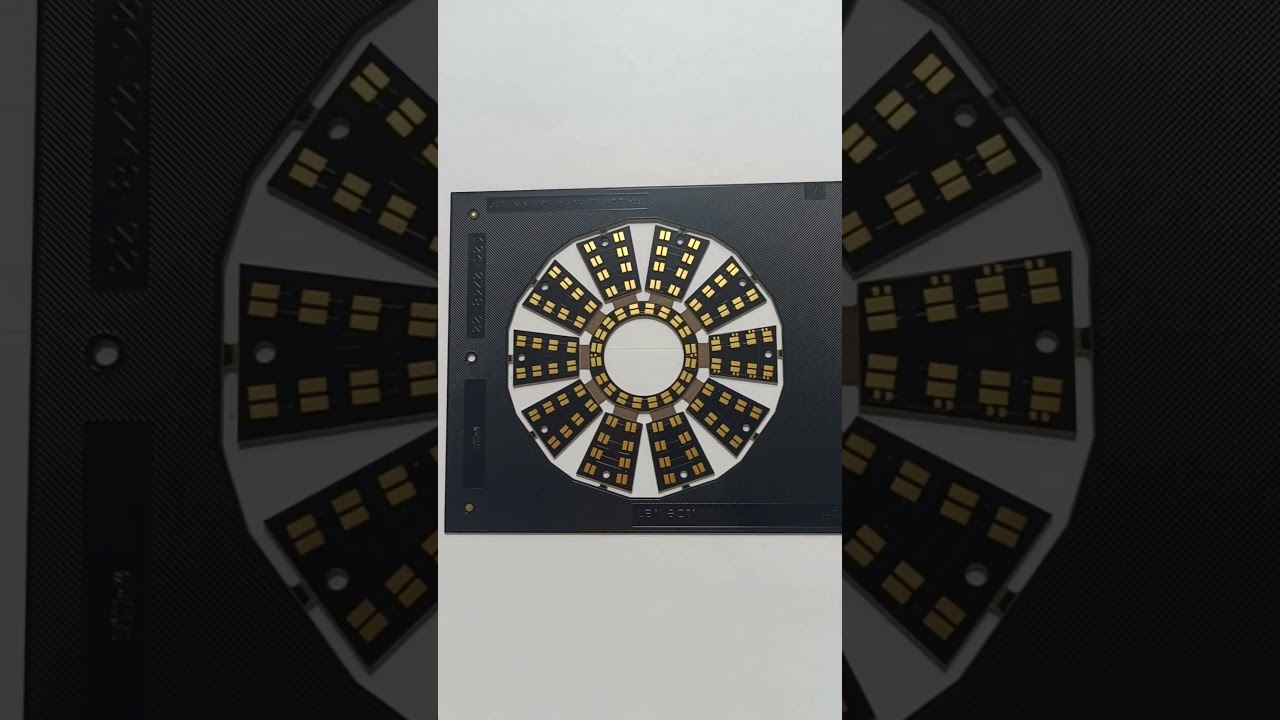
Rigid-Flex PCB voor Consumentenelektronica
Geavanceerd rigid-flex ontwerp voor draagbare consumentenproducten
Waarom Kiezen voor FlexiPCB voor Uw Flex Circuit Behoeften?
FlexiPCB is een toonaangevende fabrikant van flexibele gedrukte schakelingen (Flex PCB) en rigid-flex PCBs, die klanten wereldwijd bedient met hoogwaardige, precisie-ontworpen oplossingen. Onze ultramoderne productiefaciliteit combineert geavanceerde technologie met decennia aan expertise om flexibele circuits te leveren die voldoen aan de meest veeleisende specificaties.
Wij zijn gespecialiseerd in een breed scala aan flex PCB toepassingen, van enkellaagse flexibele circuits tot complexe meerlaagse rigid-flex assemblages. Onze mogelijkheden omvatten HDI-technologie, gecontroleerde impedantie en diverse oppervlakteafwerkingen waaronder ENIG, OSP en hard gold plating.

Met ISO 9001:2015, ISO 13485 (Medisch) en IATF 16949 (Automotive) certificeringen waarborgen we consistente kwaliteit in al onze producten. Onze toewijding aan excellentie heeft ons een vertrouwde partner gemaakt voor industrieen waaronder medische apparatuur, lucht- en ruimtevaart, automotive en consumentenelektronica.