
Производитель Flex PCB
Более 20 лет доверия
Нам доверяют лидеры отрасли







Загрузить файлы проекта
Загрузите Gerber-файлы и получите расчёт стоимости в течение 24 часов.
Передовое производство гибких печатных плат
Современное оборудование и опытные специалисты позволяют выполнять самые сложные заказы.
Обслуживаем различные отрасли

Медицина
Производство с сертификацией ISO 13485 для диагностического оборудования, имплантов и систем визуализации.

Автомобильная отрасль
Гибкие схемы соответствующие IATF 16949 для датчиков, дисплеев и систем управления.

Аэрокосмическая и оборонная
Высоконадёжные гибкие платы для авионики, спутников и оборонных систем.

Потребительская электроника
Миниатюрные гибкие схемы для смартфонов, носимых устройств и портативной техники.
Витрина отраслевых применений
Посмотрите наши жёстко-гибкие печатные платы для различных отраслей
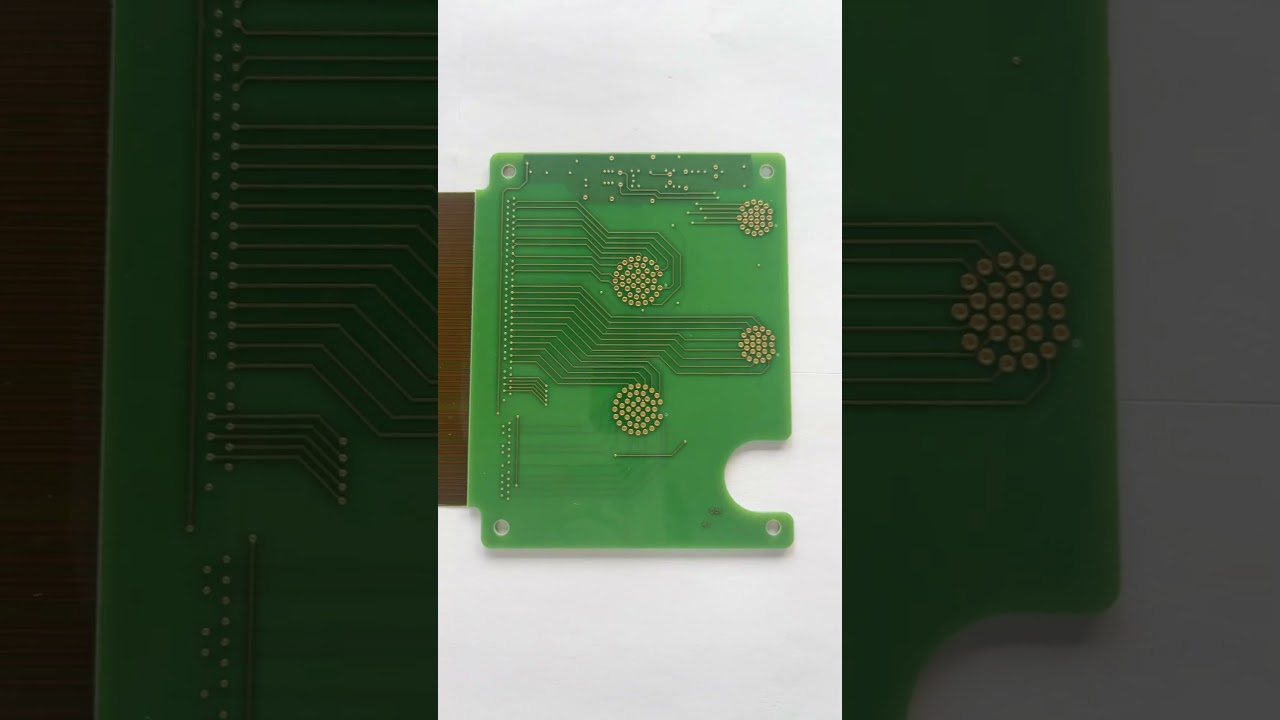
Жёстко-гибкие платы для потребительской электроники
Компактные жёстко-гибкие решения для потребительских электронных устройств
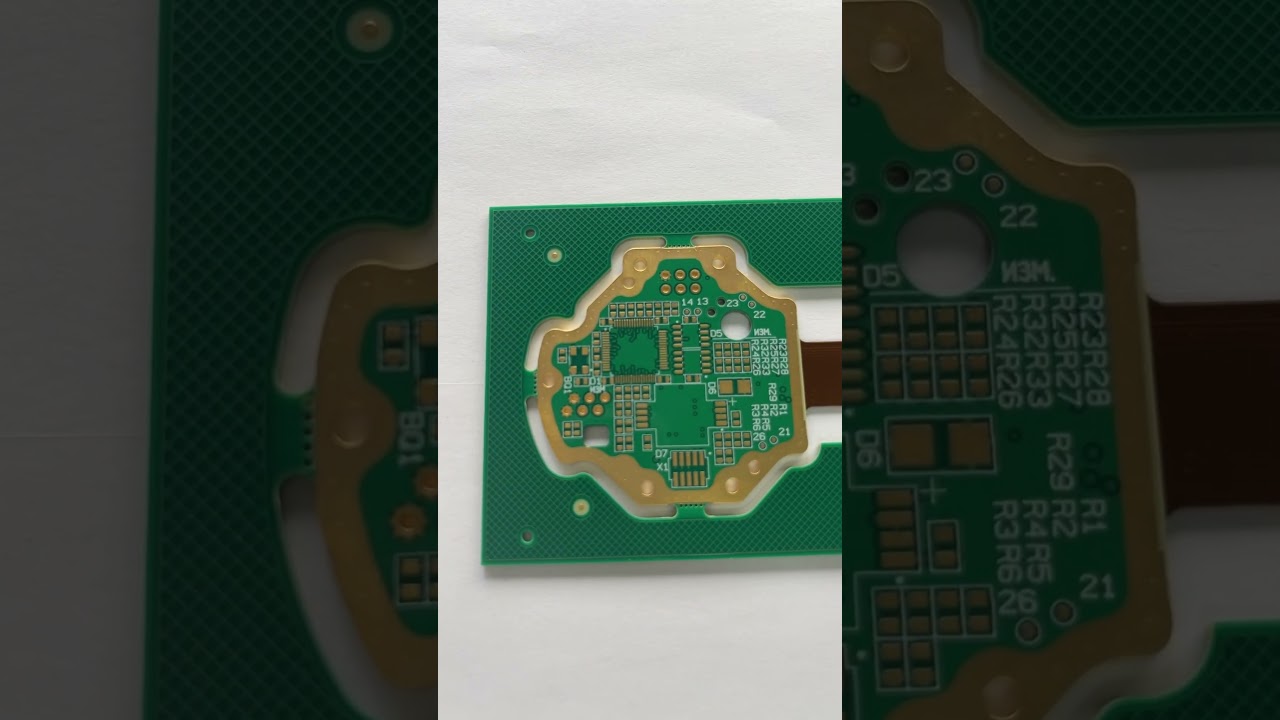
4-слойная жёстко-гибкая плата для промышленного контроля
Высоконадёжные жёстко-гибкие платы для промышленных систем автоматизации
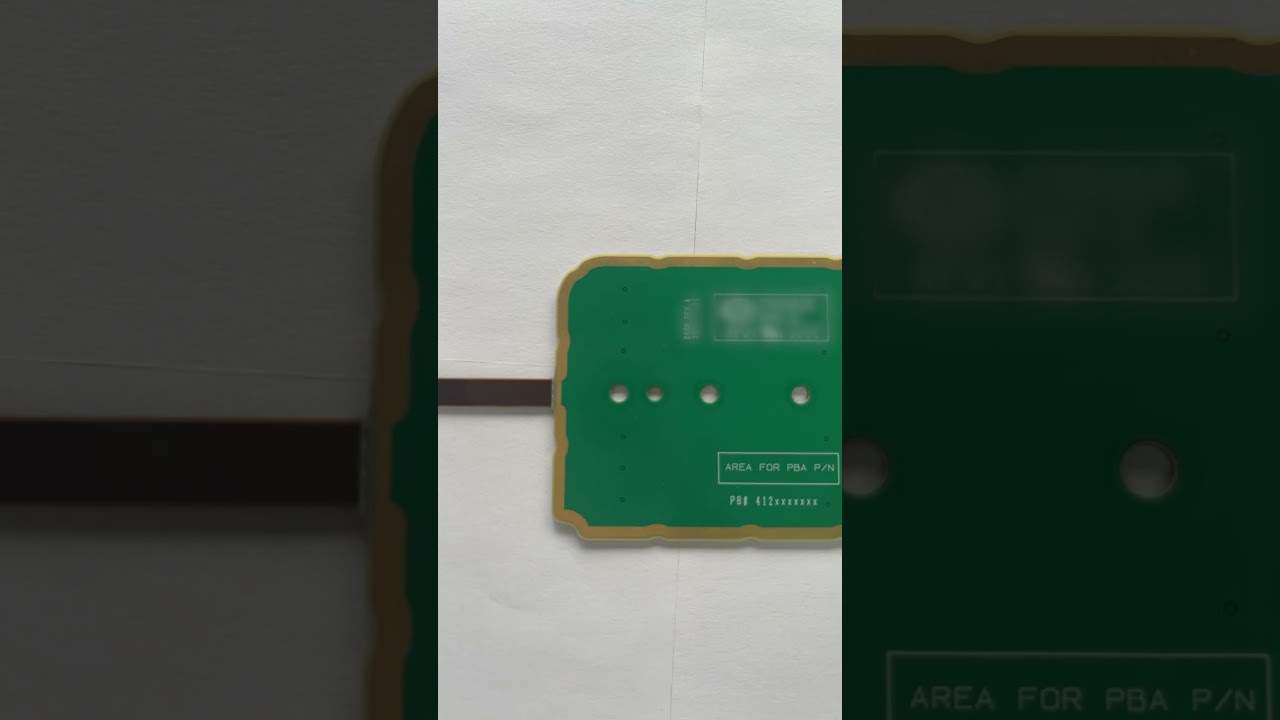
Жёстко-гибкие платы для медицинского оборудования
Индивидуальные жёстко-гибкие решения для медицинских устройств
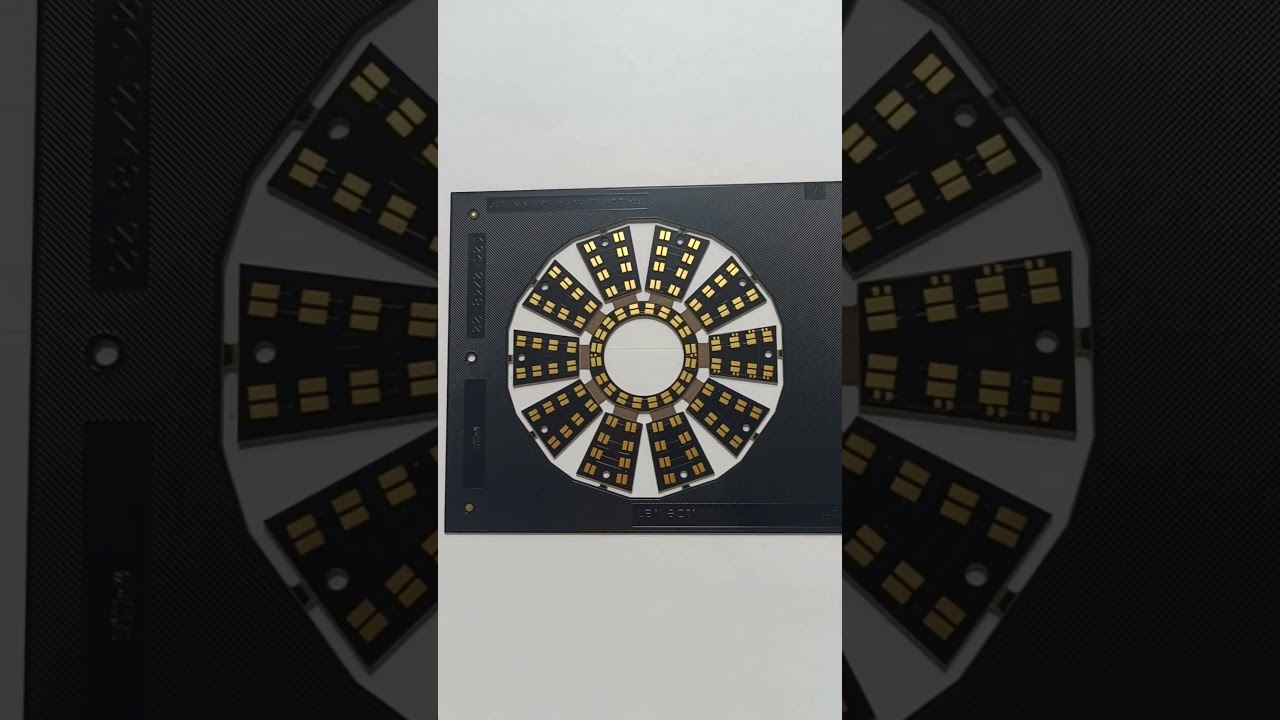
Жёстко-гибкие платы для потребительской электроники
Передовая разработка жёстко-гибких плат для портативных потребительских товаров
FlexiPCB - Лидер в производстве гибких печатных плат
FlexiPCB — специализированный производитель гибких и жёстко-гибких печатных плат с более чем 15-летним опытом. Современное производство и система контроля качества ISO позволяют обслуживать клиентов по всему миру.
